零件分拣系统的制作方法
本技术涉及钢板加工,具体涉及零件分拣系统。
背景技术:
1、在智能制造的发展趋势下,工厂的自动化生产在快速推进,钢板下料生产线也应用越来越广泛。
2、离子切割钢板下料线中,随着切割产能需求的增加,在配备多台切割机的同时,切割后的钢板自动分拣成为了限制产能的瓶颈。
3、现有技术中,在切割机的位置设置桁架分拣装置,通过桁架分拣装置的吊具的来回移动来实现钢板的分拣,分拣效率低。
技术实现思路
1、有鉴于此,本实用新型提供了一种零件分拣系统,以解决通过桁架分拣装置的吊具的来回移动来实现钢板的分拣导致分拣效率低的问题。
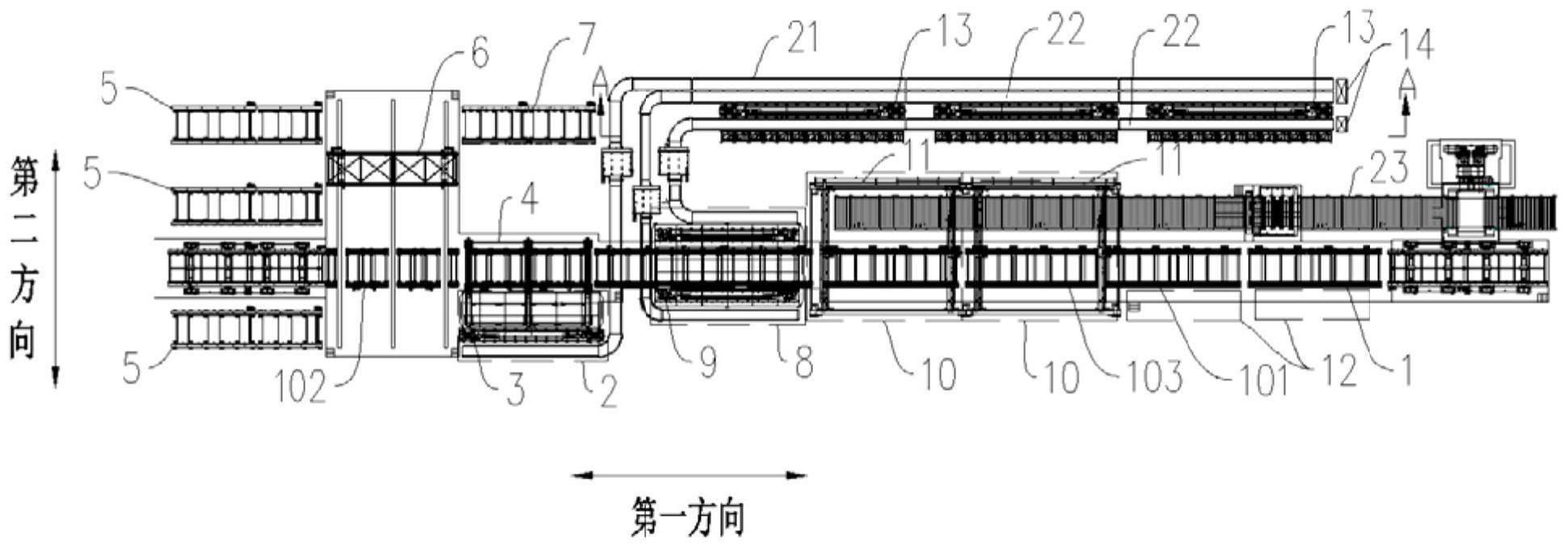
2、本实用新型提供了一种零件分拣系统,包括:主输送线,沿第一方向延伸并用于输送承载有切割后的零件的托盘;离线分拣工位,设置于主输送线的一侧;转运装置,用于将主输送线上的托盘转运至离线分拣工位;离线分拣装置,设置于离线分拣工位,离线分拣装置用于分拣托盘上的零件;主线分拣工位,设置于离线分拣工位的下游;主线分拣装置,设置于主线分拣工位,主线分拣装置用于分拣主输送线上的托盘上的零件;控制系统,与主输送线、转运装置、离线分拣装置、主线分拣装置连接,控制系统用于根据托盘上的零件信息控制主输送线、转运装置、离线分拣装置、主线分拣装置是否工作。
3、有益效果:在主输送线的一侧设置离线分拣工位,并在主输送线上所在的位置设置主线分拣工位,根据托盘上的零件信息控制离线分拣还是主线分拣,零件的分拣在独立的分拣工位进行,分拣效率高,可保证切割机不停机,提高整个零件生产线的生产效率。
4、在一种可选的实施方式中,转运装置为顶升平移装置,顶升平移装置包括:顶升架,设置于主输送线处;顶升驱动机构,与顶升架连接,顶升驱动机构驱动顶升架沿竖直方向升降;平移部件,可移动地设置于顶升架,平移部件用于承载托盘;平移驱动机构,与平移部件连接,平移驱动机构驱动平移部件沿第二方向移动,第二方向垂直于第一方向。
5、有益效果:通过顶升平移装置实现托盘的转运,结构简单,成本低,易于实现。
6、在一种可选的实施方式中,顶升驱动机构包括:一个顶升电机、若干丝杠螺母机构以及顶升传动机构,一个顶升电机通过顶升传动机构与若干丝杠螺母机构连接,若干丝杠螺母机构的螺母与顶升架连接。
7、有益效果:通过一个顶升电机驱动若干丝杠螺母机构同步运动,提高顶升架运动时的稳定性,也可以减少电机的数量,节约成本。
8、在一种可选的实施方式中,主输送线包括多个依次相接且用于独立输送托盘的输送单元,顶升架包括至少两个间隔设置且沿第二方向延伸的横向件,每个横向件位于相邻的两个输送单元之间,平移部件包括至少两个间隔设置且沿第二方向延伸的平移件,至少两个平移件与至少两个横向件对应设置。
9、有益效果:将主输送线设置成多个独立输送的输送单元,可以根据实际情况控制对应的输送单元即可,灵活性高,也便于设置顶升平移装置,简化整体结构。
10、在一种可选的实施方式中,平移驱动机构包括一个平移电机和若干平移传动机构,一个平移电机与若干平移传动机构连接,每个平移传动机构的移动件与对应的平移件固定连接。
11、有益效果:通过一个顶升电机驱动若干平移传动机构同步移动,提高平移部件移动时的稳定性,也可以减少电机的数量,节约成本。
12、在一种可选的实施方式中,零件分拣系统还包括:若干切割后缓存线,间隔设置并沿第一方向延伸,主输送线的至少一侧设置有切割后缓存线,切割后缓存线用于缓存承载有切割后的零件的托盘;接驳车,沿垂直于第一方向的第二方向可移动地设置并与若干切割后缓存线对应设置,接驳车用于将切割后缓存线上的托盘转运至主输送线上。
13、有益效果:每个切割后缓存线设置于相邻的两个切割机之间,由于切割机的切割效率高,通过切割后缓存线可以缓存较多的切割后的零件,承载有切割后的零件的托盘流出切割机工位后,在独立的分拣工位进行分拣,可保证切割机切割不停机,提高切割效率。通过接驳车将切割后缓存线上的托盘转运至主输送线上,实现两个输送线之间的托盘转移,接驳车的结构简单,成本低。
14、在一种可选的实施方式中,零件分拣系统还包括分拣缓存工位和分拣缓存线,分拣缓存工位设置于主输送线远离离线分拣工位的一侧,分拣缓存线设置于分拣缓存工位,分拣缓存线和切割后缓存线设置于接驳车的相对的两侧,分拣缓存线用于缓存接驳车输送来的托盘。
15、有益效果:当离线分拣装置正在分拣时,下一托盘上的零件也可以需要在离线分拣工位分拣时,接驳车将下一托盘转移至分拣缓存线,避免需要离线分拣的托盘一直在接驳车上影响分拣效率。
16、在一种可选的实施方式中,主线分拣工位包括小件分拣工位和大件分拣工位,大件分拣工位位于小件分拣工位的下游,主线分拣装置包括小件分拣装置和大件分拣装置,小件分拣装置设置于小件分拣工位,每个大件分拣装置设置于对应的大件分拣工位,小件分拣装置用于分拣主输送线上的托盘上的小件,大件分拣装置用于分拣主输送线上的托盘上的大件。
17、有益效果:通过对切割后的零件尺寸进行了定义,并对不同规格零件的采用不同的分拣装置进行分拣,实现切割后的大件、小件的自动分拣,提高分拣效率。
18、在一种可选的实施方式中,零件分拣系统还包括第一输送线、至少一个第二输送线及若干码垛机器人,第一输送线的一端设置于离线分拣工位,离线分拣装置用于将分拣后的零件放置于第一输送线上,第一输送线用于输送分拣后的零件,每个第二输送线的一端设置于小件分拣工位,小件分拣装置用于将分拣后的小件放置第二输送线上,第一输送线和至少一个第二输送线均具有第一输送段,至少两个第一输送段平行设置,若干码垛机器人沿第一方向间隔设置,每个码垛机器人用于码垛第一输送线和至少一个第二输送线上的零件。
19、有益效果:码垛机器人用于码垛小件,第一输送线和至少一个第二输送线共用码垛机器人,可以减少码垛机器人的数量,节约成本。
20、在一种可选的实施方式中,零件分拣系统还包括补拣工位,补拣工位设置于大件分拣工位的下游。
21、有益效果:补拣工位设置于主输送线的一侧,通过补拣工位来补拣,避免分拣遗漏的情况
技术特征:
1.一种零件分拣系统,其特征在于,包括:
2.根据权利要求1所述的零件分拣系统,其特征在于,所述转运装置(4)为顶升平移装置,所述顶升平移装置包括:
3.根据权利要求2所述的零件分拣系统,其特征在于,所述顶升驱动机构(402)包括:一个顶升电机(4021)、若干丝杠螺母机构(4022)以及顶升传动机构,一个所述顶升电机(4021)通过所述顶升传动机构与若干所述丝杠螺母机构(4022)连接,若干所述丝杠螺母机构(4022)的螺母与所述顶升架(401)连接。
4.根据权利要求2所述的零件分拣系统,其特征在于,所述主输送线(1)包括多个依次相接且用于独立输送所述托盘的输送单元(101),所述顶升架(401)包括至少两个间隔设置且沿所述第二方向延伸的横向件(4011),每个所述横向件(4011)位于相邻的两个所述输送单元(101)之间,所述平移部件(403)包括至少两个间隔设置且沿所述第二方向延伸的平移件,至少两个所述平移件与至少两个所述横向件(4011)对应设置。
5.根据权利要求4所述的零件分拣系统,其特征在于,所述平移驱动机构(404)包括一个平移电机(4041)和若干平移传动机构,一个所述平移电机(4041)与若干所述平移传动机构连接,每个所述平移传动机构的移动件与对应的所述平移件固定连接。
6.根据权利要求1至5中任一项所述的零件分拣系统,其特征在于,所述零件分拣系统还包括:
7.根据权利要求6所述的零件分拣系统,其特征在于,所述零件分拣系统还包括分拣缓存工位和分拣缓存线(7),所述分拣缓存工位设置于所述主输送线(1)远离所述离线分拣工位(2)的一侧,所述分拣缓存线(7)设置于所述分拣缓存工位,所述分拣缓存线(7)和所述切割后缓存线(5)设置于所述接驳车(6)的相对的两侧,所述分拣缓存线(7)用于缓存所述接驳车(6)输送来的托盘。
8.根据权利要求1至5中任一项所述的零件分拣系统,其特征在于,所述主线分拣工位包括小件分拣工位(8)和大件分拣工位(10),所述大件分拣工位(10)位于所述小件分拣工位(8)的下游,所述主线分拣装置包括小件分拣装置(9)和大件分拣装置(11),所述小件分拣装置(9)设置于所述小件分拣工位(8),每个所述大件分拣装置(11)设置于对应的大件分拣工位(10),所述小件分拣装置(9)用于分拣所述主输送线(1)上的托盘上的小件,所述大件分拣装置(11)用于分拣所述主输送线(1)上的托盘上的大件。
9.根据权利要求8所述的零件分拣系统,其特征在于,所述零件分拣系统还包括第一输送线(21)、至少一个第二输送线(22)及若干码垛机器人,所述第一输送线(21)的一端设置于所述离线分拣工位(2),所述离线分拣装置(3)用于将分拣后的零件放置于所述第一输送线(21)上,所述第一输送线(21)用于输送分拣后的所述零件,每个所述第二输送线(22)的一端设置于所述小件分拣工位(8),所述小件分拣装置(9)用于将分拣后的小件放置所述第二输送线(22)上,所述第一输送线(21)和至少一个所述第二输送线(22)均具有第一输送段,至少两个所述第一输送段平行设置,若干所述码垛机器人沿所述第一方向间隔设置,每个所述码垛机器人用于码垛所述第一输送线(21)和至少一个所述第二输送线(22)上的零件。
10.根据权利要求8所述的零件分拣系统,其特征在于,所述零件分拣系统还包括补拣工位(12),所述补拣工位(12)设置于所述大件分拣工位(10)的下游。
技术总结
本技术涉及钢板加工技术领域,公开了零件分拣系统。零件分拣系统包括:主输送线,用于输送承载有切割后的零件的托盘;离线分拣工位,设置于主输送线的一侧;转运装置,用于将主输送线上的托盘转运至离线分拣工位;离线分拣装置,设置于离线分拣工位,离线分拣装置用于分拣托盘上的零件;主线分拣工位,设置于离线分拣工位的下游;主线分拣装置,设置于主线分拣工位,主线分拣装置用于分拣主输送线上的托盘上的零件;控制系统,用于根据托盘上的零件信息控制主输送线、转运装置、离线分拣装置、主线分拣装置是否工作。根据托盘上的零件信息控制离线分拣还是主线分拣,零件的分拣在独立的分拣工位进行,分拣效率高。
技术研发人员:王晓柏,王晓辉,葛文彬
受保护的技术使用者:三一机器人科技有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!