一种电池视觉检测设备的制作方法
本技术涉及电池检测设备,特别涉及一种电池视觉检测设备。
背景技术:
1、电池在生产完成后通常需要对其进行尺寸检测,当前业内大都采用人工测量尺寸的方式进行检测,检测效率较为低下。
2、现有能够用来测量尺寸的检测相机,检测相机通过拍取待测物的图像即可判定待测物的尺寸是否符合设计要求,若通过检测相机来自动测量判定电池的尺寸,则能够有效提升电池的尺寸测量效率,但检测相机测量待测物体时,通常需要将待测物体定位在一个测试平台上,才能够使检测相机精准测量其尺寸,而电池各面均有尺寸需要进行测量,此时就需要人工翻转电池,效率依然较为低下。
3、若能够设置电池视觉检测设备,在其上设置用来测量电池尺寸的检测相机,并使其能够自动转移电池,使电池各面都被检测相机准确采集,将能够使设备不借助人工,高效自动地完成电池尺寸测量。
技术实现思路
1、本实用新型的目的在于提供一种电池视觉检测设备,克服上述缺陷,实现高效自动地完成电池尺寸测量。
2、为达成上述目的,本实用新型的解决方案为:一种电池视觉检测设备,包括绕轴线水平旋转的转台,以及环绕转台依次设置的上料机械手、侧面检测组件、下料机械手,还包括有产品输送线和端面检测组件;
3、转台上绕其轴线环绕设置有多个电池座,以使各电池座随转台的旋转依次运动至上料机械手、侧面检测组件和下料机械手处;
4、产品输送线用于传送电池;
5、上料机械手用于将产品输送线上游的电池抓放到电池座上;
6、侧面检测组件包括升降夹爪和环绕升降夹爪的升降路径设置的多个侧面检测相机,升降夹爪用于夹住电池座上电池的上下端面进行升降;
7、下料机械手用于夹住电池座上电池侧面,并将电池移放到产品输送线下游;
8、端面检测组件包括分设在下料机械手的移动路径上下两侧的两个端面检测相机。
9、进一步,所述转台上绕其轴线环绕阵列设置有四个所述电池座,在一个电池座处于上料机械手处时,沿转台旋转方向的下一个电池座处于侧面检测组件处,再下一个电池座处于下料机械手处。
10、进一步,所述上料机械手包括上料平移直线电机、上料升降直线电机和上料夹爪,所述上料平移直线电机连接并驱动上料升降直线电机在产品输送线上游和上料机械手处的电池座间平移,所述上料升降直线电机连接并驱动所述上料夹爪升降,所述上料夹爪用于夹取电池。
11、进一步,所述下料机械手包括下料平移直线电机、下料升降直线电机和下料夹爪,下料平移直线电机连接并驱动下料升降直线电机在下料机械手处的电池座和产品输送线下游间平移,所述下料升降直线电机连接并驱动所述下料夹爪升降,所述下料夹爪包括横向开合运动的两个第一爪瓣,用于夹取电池。
12、进一步,所述升降夹爪包括升降驱动机构和升降夹爪本体,所述升降驱动机构连接并驱动所述升降夹爪本体升降,所述升降夹爪本体具有纵向开合运动的两个第二爪瓣,分别用于抵在电池的顶面和底面上,所述电池座底面具有镂空,所述电池座侧面具有连通至镂空的豁口,以避位升降夹爪本体。
13、进一步,所述产品输送线上的电池分别落在一个托杯上,多个所述托杯放置在产品输送线上,承载电池沿产品输送线传送。
14、进一步,所述产品输送线上游设置有第一托杯限位夹,第一托杯限位夹在产品输送线上方,包括能够靠近或远离的两个第一夹瓣,以在两个第一夹瓣远离时,避位产品输送线上的托杯,在两个第一夹瓣靠近时,夹住限位产品输送线上的一个托杯,以使上料机械手从该托杯上夹取电池。
15、进一步,所述产品输送线下游设置有第二托杯限位夹,第二托杯限位夹在产品输送线上方,包括能够靠近或远离的两个第二夹瓣,以在两个第二夹瓣远离时,避位产品输送线上的托杯,在两个第二夹瓣靠近时,夹住限位产品输送线上的一个托杯,以使下料机械手将夹取的电池放置在该托杯上。
16、进一步,还包括与产品输送线下游并排设置的不良品输送线,所述产品输送线与不良品输送线之间开设有一个供电池穿过的分料口,在所述产品输送线背离不良品输送线的一侧设置有伸缩推料爪,伸缩推料爪缩回避位产品输送线上的电池,或伸出将产品输送线上的电池从分料口推入不良品输送线。
17、进一步,所述产品输送线上游旁侧设置有朝向产品输送线上的电池采集编码的读码器。
18、采用上述方案后,本实用新型的有益效果在于:上料接卸手自动将产品输送线上的电池爪放到电池座上,而后转台旋转使电池座承载其上的电池移动至侧面检测组件处,侧面检测组件的升降夹爪夹住电池上下端面,带动电池升降,以从环绕升降夹爪升降路径的多个侧面检测相机路过,进而实现通过多个侧面检测相机采集电池侧面各处的图像,电池再放回电池座上传送至下料机械手处时,下料机械手夹住侧面,从分设在下料机械手的移动路径上下两侧的两个端面检测相机之间路过,进而两个端面检测相机采集到电池的上下端面图像,进而自动地完成了对电池各面的图像采集检测,最后电池被下料机械手放置到产品输送线下游继续传送,全程无需人工操作,设备简洁、效率高、自动化程度高。
技术特征:
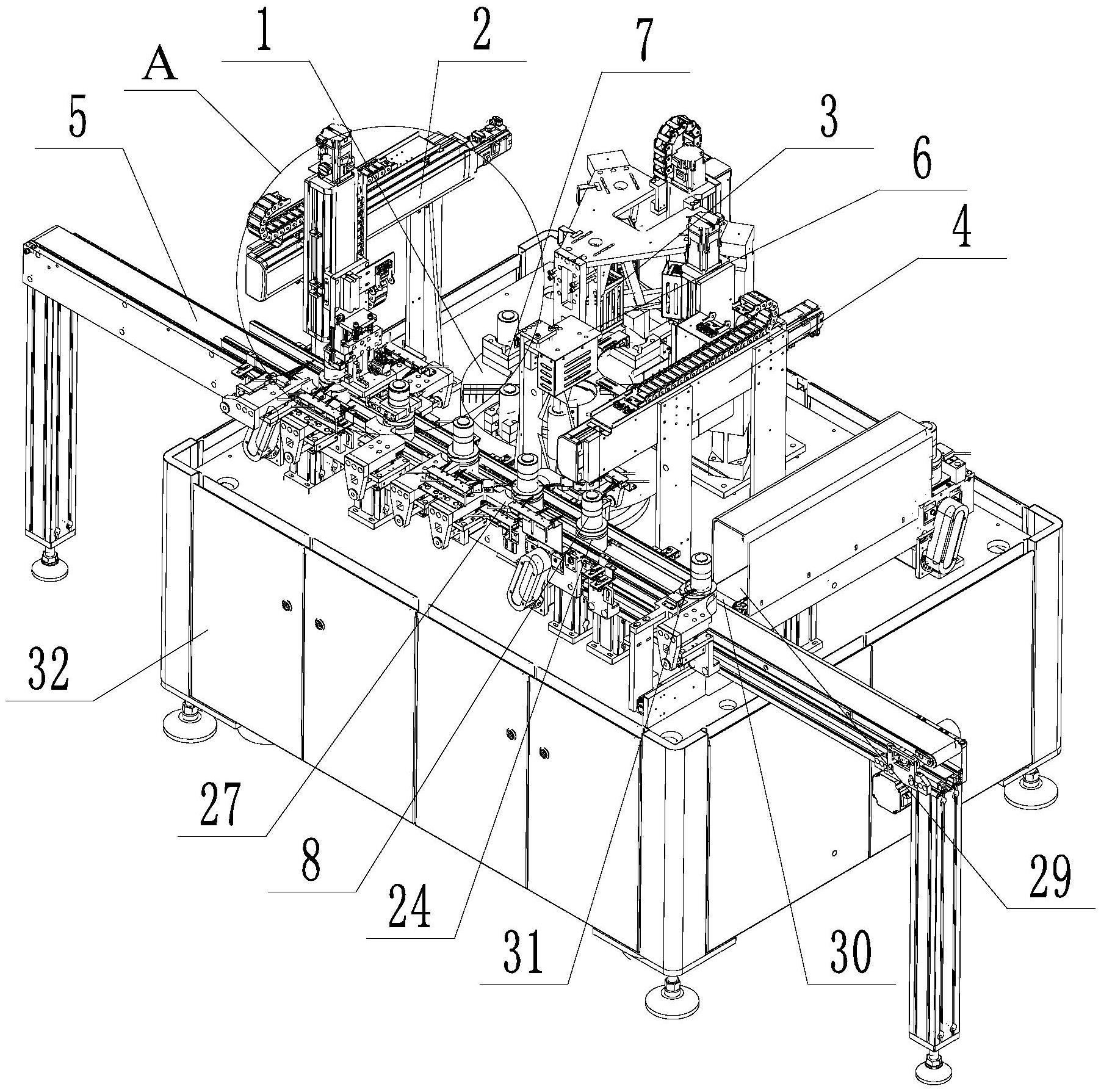
1.一种电池视觉检测设备,其特征在于:包括绕轴线水平旋转的转台(1),以及环绕转台(1)依次设置的上料机械手(2)、侧面检测组件(3)、下料机械手(4),还包括有产品输送线(5)和端面检测组件(6);
2.如权利要求1所述一种电池视觉检测设备,其特征在于:所述转台(1)上绕其轴线环绕阵列设置有四个所述电池座(7),在一个电池座(7)处于上料机械手(2)处时,沿转台(1)旋转方向的下一个电池座(7)处于侧面检测组件(3)处,再下一个电池座(7)处于下料机械手(4)处。
3.如权利要求1所述一种电池视觉检测设备,其特征在于:所述上料机械手(2)包括上料平移直线电机(12)、上料升降直线电机(13)和上料夹爪(14),所述上料平移直线电机(12)连接并驱动上料升降直线电机(13)在产品输送线(5)上游和上料机械手(2)处的电池座(7)间平移,所述上料升降直线电机(13)连接并驱动所述上料夹爪(14)升降,所述上料夹爪(14)用于夹取电池(8)。
4.如权利要求1所述一种电池视觉检测设备,其特征在于:所述下料机械手(4)包括下料平移直线电机(15)、下料升降直线电机(16)和下料夹爪(17),下料平移直线电机(15)连接并驱动下料升降直线电机(16)在下料机械手(4)处的电池座(7)和产品输送线(5)下游间平移,所述下料升降直线电机(16)连接并驱动所述下料夹爪(17)升降,所述下料夹爪(17)包括横向开合运动的两个第一爪瓣(18),用于夹取电池(8)。
5.如权利要求1所述一种电池视觉检测设备,其特征在于:所述升降夹爪(9)包括升降驱动机构(19)和升降夹爪本体(20),所述升降驱动机构(19)连接并驱动所述升降夹爪本体(20)升降,所述升降夹爪本体(20)具有纵向开合运动的两个第二爪瓣(21),分别用于抵在电池(8)的顶面和底面上,所述电池座(7)底面具有镂空(22),所述电池座(7)侧面具有连通至镂空(22)的豁口(23),以避位升降夹爪本体(20)。
6.如权利要求1所述一种电池视觉检测设备,其特征在于:所述产品输送线(5)上的电池(8)分别落在一个托杯(24)上,多个所述托杯(24)放置在产品输送线(5)上,承载电池(8)沿产品输送线(5)传送。
7.如权利要求6所述一种电池视觉检测设备,其特征在于:所述产品输送线(5)上游设置有第一托杯限位夹(25),第一托杯限位夹(25)在产品输送线(5)上方,包括能够靠近或远离的两个第一夹瓣(26),以在两个第一夹瓣(26)远离时,避位产品输送线(5)上的托杯(24),在两个第一夹瓣(26)靠近时,夹住限位产品输送线(5)上的一个托杯(24),以使上料机械手(2)从该托杯(24)上夹取电池(8)。
8.如权利要求6所述一种电池视觉检测设备,其特征在于:所述产品输送线(5)下游设置有第二托杯限位夹(27),第二托杯限位夹(27)在产品输送线(5)上方,包括能够靠近或远离的两个第二夹瓣(28),以在两个第二夹瓣(28)远离时,避位产品输送线(5)上的托杯(24),在两个第二夹瓣(28)靠近时,夹住限位产品输送线(5)上的一个托杯(24),以使下料机械手(4)将夹取的电池(8)放置在该托杯(24)上。
9.如权利要求1所述一种电池视觉检测设备,其特征在于:还包括与产品输送线(5)下游并排设置的不良品输送线(29),所述产品输送线(5)与不良品输送线(29)之间开设有一个供电池穿过的分料口(30),在所述产品输送线(5)背离不良品输送线(29)的一侧设置有伸缩推料爪(31),伸缩推料爪(31)缩回避位产品输送线(5)上的电池(8),或伸出将产品输送线(5)上的电池(8)从分料口(30)推入不良品输送线(29)。
10.如权利要求1所述一种电池视觉检测设备,其特征在于:所述产品输送线(5)上游旁侧设置有朝向产品输送线(5)上的电池(8)采集编码的读码器。
技术总结
本技术公开一种电池视觉检测设备,包括水平旋转的转台,以及环绕转台依次设置的上料机械手、侧面检测组件、下料机械手,还包括有产品输送线和端面检测组件;转台上环绕设置有多个电池座,各电池座随转台的旋转依次运动至上料机械手、侧面检测组件和下料机械手处;产品输送线传送电池;上料机械手将产品输送线上游的电池抓放到电池座上;侧面检测组件包括升降夹爪和环绕升降夹爪升降路径设置的多个侧面检测相机,升降夹爪用于夹住电池座上电池的上下端面升降;下料机械手用于夹住电池座上电池侧面移放到产品输送线下游;端面检测组件包括分设在下料机械手的移动路径上下两侧的两个端面检测相机。本技术实现高效自动完成电池各面尺寸测量。
技术研发人员:林宇煜,游文平
受保护的技术使用者:厦门微亚智能科技有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!