一种产品外观调位检测组件的制作方法
本申请涉及产品外观检测装置,具体是一种产品外观调位检测组件。
背景技术:
1、产品或产品部件被加工完毕,如果外观质量有着相应要求,那么就需要进行检测挑选,以避免不良品流向市场。
2、现有技术中,已有自动化视觉检测系统可以替代人工进行对产品的外观检测,但是一些产品不仅仅是一个外观面需要检测,有时还具有另外的外观面进行检测;目前应对需要双面检测的装置设计方法为,在流水输送线上设置两组视觉检测系统,分别对应产品的不同外观检测面;但是这种装置具有的弊端较为显著,第一个是占用生产场地空间过多,第二个是在安装这种设备时,调试难度非常大,第三是由于同时对产品的两个外观面进行检测,需要对应的上位机设置两组,否则会因为计算处理性能无法跟上,而造成设备宕机,以及需要流水输送线行进速度缓慢;这种常规的通过式产品外观双面检测成本高昂,检测效率较低。
技术实现思路
1、本实用新型主要针对以上问题,提出了一种产品外观调位检测组件,旨在解决背景技术中的技术问题。
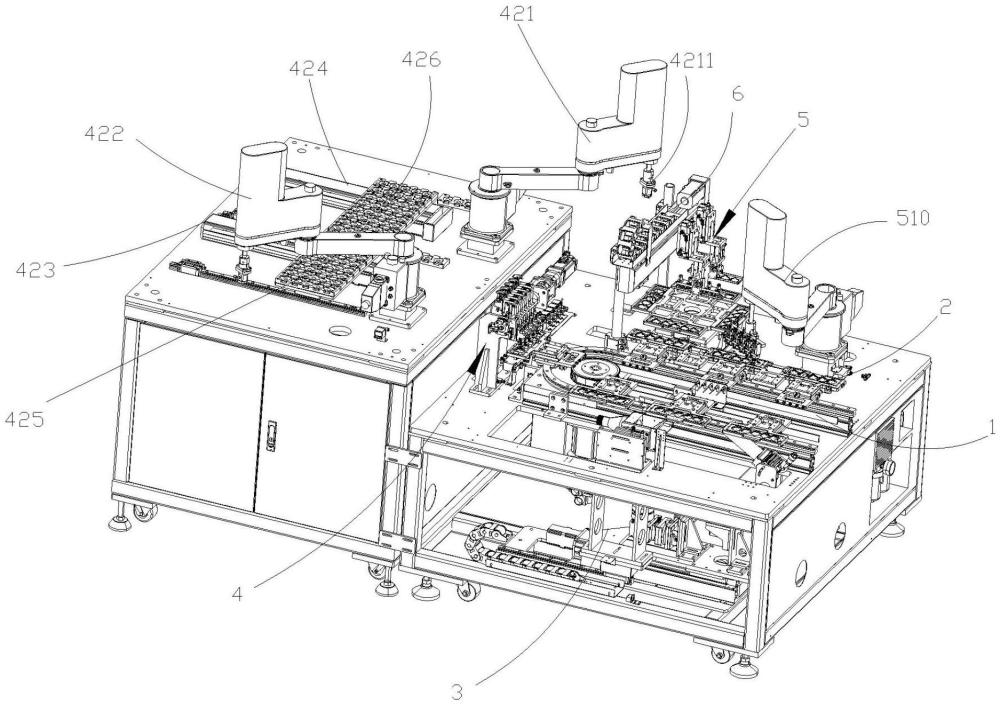
2、为实现上述目的,本实用新型提供了一种产品外观调位检测组件,包括:
3、传输机构,所述传输机构设有多个可沿输送轨迹移动的输送载具,所述输送载具内设有可拆卸连接的装载盘,所述装载盘设有与多个被检产品对应的装夹定位部;
4、视觉检测模组,所述视觉检测模组用于对所述传输机构上经过的所述输送载具中装夹定位的被检产品进行视觉识别检测;
5、取料翻转机构,所述取料翻转机构用于将被检产品从所述装载盘中取出,并翻转调位被检产品检测面朝向;
6、不良品收料组件,所述不良品收料组件用于将所述取料翻转机构中外观不良产品取料移送;
7、移料组件,所述移料组件用于将所述取料翻转机构中产品第一外观检测面合格产品取料移送回所述装载盘空位的所述装夹定位部中;
8、补料组件,所述补料组件用于将取走不良产品后的所述装载盘空装夹定位部补放第一外观检测面合格产品;
9、移栽机构,所述移栽机构用于将所述装载盘移送至所述补料组件;
10、复检移送组件,所述复检移送组件用于对于所述补料组件处空位装夹定位部补全的所述装载盘移送至所述视觉检测模组工位之前的所述输送载具中。
11、进一步地,所述视觉检测模组包括第一ccd相机,第一辅助光源、第二ccd相机、第二辅助光源;
12、当被检产品经所述输送载具输送经过所述第一ccd相机时,被检产品与所述第一ccd相机镜头物距370mm~390mm,景深7.5mm~9mm,所述第一辅助光源直射光线与被测产品端面夹角60°~80°;
13、当被检产品经所述输送载具输送经过所述第二ccd相机时,被检产品与所述第二ccd相机镜头物距240mm~260mm,景深18mm~21mm,所述第二辅助光源直射光线与被测产品端面夹角为0°。
14、进一步地,所述输送载具包括与所述装载盘体积大致对应的容纳槽,所述容纳槽内壁设有弹性抵持件,远离所述弹性抵持件的一端设有限位盖板;所述装夹定位部为设于所述装载盘与被检产品轮廓对应的阶梯状通孔。
15、进一步地,所述移料组件为第一机械臂,所述第一机械臂动力输出端设有真空夹吸取料件。
16、进一步地,所述不良品收料组件还用于将从所述取料翻转机构取出的不良产品取出分类。
17、进一步地,所述不良品收料组件包括第二机械臂、第一直线模组、第二直线模组、与所述第一直线模组动力输出端连接的第一分类料盘、与所述第二直线模组输出端连接的第二分类料盘;所述第二机械臂动力输出端均设有真空吸头。
18、进一步地,所述补料组件包括旋转平台、设于所述旋转平台的多组中转载具,所述装载盘与所述中转载具可拆卸连接。
19、进一步地,所述取料翻转机构包括机架、驱动电机、真空夹吸组;所述驱动电机动力输出端与所述机架转动连接,所述真空夹吸组安装于所述驱动电机动力输出端;所述真空夹吸组的真空吸头数量与所述装载盘的装夹定位部数量对应。
20、进一步地,所述移栽机构包括第三直线模组、第一手指气缸、第二手指气缸,所述第一手指气缸、第二手指气缸动力输出端均安装有夹块;所述第一手指气缸、第二手指气缸均通过升降气缸与所述第三直线模组动力输出端连接;所述第一手指气缸还设有吸头组。
21、进一步地,所述复检移送组件为第三机械臂,所述第三机械臂动力输出端设有吸头组。
22、与现有技术相比,本实用新型提供的一种产品外观调位检测组件,能够通过本组件设置的调位机构,避免采用两组或更多组成本高昂、调试难度大的视觉检测模组,同时避免了场地空间的过多占用,检测时长过长,效率低下的问题;本组件可以对被检测产品的双面进行高效率检测,一旦发现被检产品的一个面外观不符合要求,那么随即停止后续的另一个或另一些面的检测,大幅地提升了检测效率,节省检测成本。本自动化外观检测设备,可持续运行,替代人工,具有检测效率高,检测精准的优点,还能够省去另设运载料盘空位补放已检良品机构步骤的成本。
技术特征:
1.一种产品外观调位检测组件,其特征在于,包括:
2.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述视觉检测模组包括第一ccd相机,第一辅助光源、第二ccd相机、第二辅助光源;
3.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述输送载具包括与所述装载盘体积大致对应的容纳槽,所述容纳槽内壁设有弹性抵持件,远离所述弹性抵持件的一端设有限位盖板;所述装夹定位部为设于所述装载盘与被检产品轮廓对应的阶梯状通孔。
4.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述移料组件为第一机械臂,所述第一机械臂动力输出端设有真空夹吸取料件。
5.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述不良品收料组件还用于将从所述取料翻转机构取出的不良产品取出分类。
6.根据权利要求5所述的一种产品外观调位检测组件,其特征在于,所述不良品收料组件包括第二机械臂、第一直线模组、第二直线模组、与所述第一直线模组动力输出端连接的第一分类料盘、与所述第二直线模组输出端连接的第二分类料盘;所述第二机械臂动力输出端均设有真空吸头。
7.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述补料组件包括旋转平台、设于所述旋转平台的多组中转载具,所述装载盘与所述中转载具可拆卸连接。
8.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述取料翻转机构包括机架、驱动电机、真空夹吸组;所述驱动电机动力输出端与所述机架转动连接,所述真空夹吸组安装于所述驱动电机动力输出端;所述真空夹吸组的真空吸头数量与所述装载盘的装夹定位部数量对应。
9.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述移栽机构包括第三直线模组、第一手指气缸、第二手指气缸,所述第一手指气缸、第二手指气缸动力输出端均安装有夹块;所述第一手指气缸、第二手指气缸均通过升降气缸与所述第三直线模组动力输出端连接;所述第一手指气缸还设有吸头组。
10.根据权利要求1所述的一种产品外观调位检测组件,其特征在于,所述复检移送组件为第三机械臂,所述第三机械臂动力输出端设有吸头组。
技术总结
本技术公布了一种产品外观调位检测组件,包括传输机构、输送载具、装载盘;视觉检测模组,其用于对所述传输机构上经过的所述输送载具中装夹定位的被检产品进行视觉识别检测;取料翻转机构,其用于将被检产品从装载盘中取出,并翻转调位被检产品检测面朝向;移料组件,其用于将所述取料翻转机构中产品第一外观检测面合格产品取料移送回所述装载盘空位的所述装夹定位部中;补料组件,其用于将取走不良产品后的装载盘空装夹定位部补放第一外观检测面合格产品;移栽机构,其用于将所述装载盘移送至所述补料组件;复检移送组件,其用于对于所述补料组件处空位装夹定位部补全的所述装载盘移送至所述视觉检测模组工位之前的所述输送载具中。
技术研发人员:李西鸿,董权
受保护的技术使用者:深圳市托普瑞科技有限公司
技术研发日:20230706
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!