压簧全检机送料装置的制作方法
本技术涉及压簧生产,具体涉及压簧全检机送料装置。
背景技术:
1、在压簧的生产过程中,需要将初步生产完成的压簧进行尺寸和毛刺的质检,并将合格产品和不合格产品区分开,由于人工质检的效率低下,现目前通常通过震动盘送料机将压簧依次输送至压簧全检机的检测转盘上进行后续输送,并通过压簧全检机的检测设备对压簧进行尺寸和毛刺的检测并挑选出来。但是,震动盘送料机将压簧输送到检测转盘上的过程中,各个压簧在检测转盘上摆放的间隔距离不易把控,容易使压簧全检机对压簧的定位检测造成影响,且压簧容易倾倒掉落出检测转盘。
技术实现思路
1、针对现有技术存在的不足,本实用新型提出压簧全检机送料装置,以解决在震动盘送料机将压簧输送到检测转盘上的过程中,各个压簧在检测转盘上摆放的间隔距离不易把控,容易使压簧全检机对压簧的定位检测造成影响,且压簧容易倾倒掉落出检测转盘的问题。
2、本实用新型的目的通过以下技术方案实现:
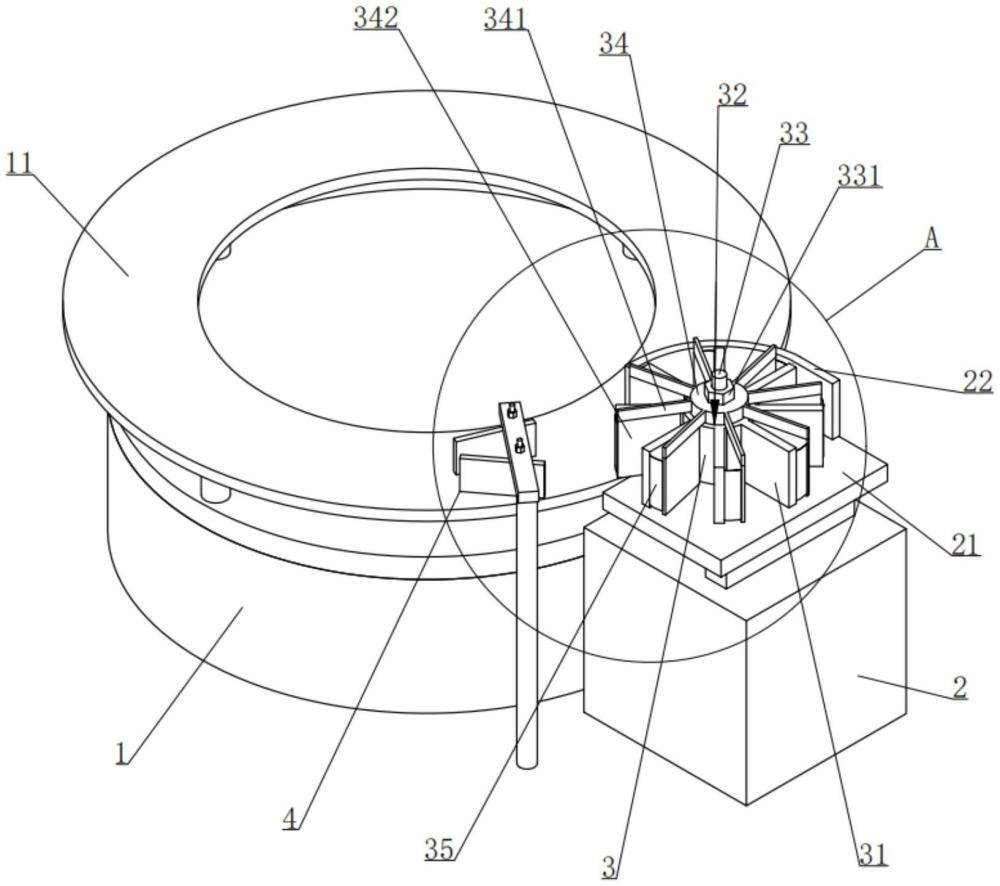
3、本实用新型提供的压簧全检机送料装置,包括检测底座,其顶部转动安装有检测转盘,还包括:
4、电机座,其顶部安装有承接盘,所述承接盘位于检测转盘的一侧且其顶部略高于检测转盘的顶面,所述电机座的内部具有电机,所述电机的输出轴向上贯穿承接盘;及
5、分料转盘,其位于所述承接盘上方并与电机的输出轴传动连接,所述分料转盘的侧壁周向均布有多块隔板,且所述分料转盘的边缘靠近检测转盘的边缘,所述分料转盘靠近检测转盘一侧的隔板位于检测转盘的上方。
6、进一步的,所述分料转盘的顶部开设有安装槽,所述安装槽的底部设置有向上延伸的螺柱,所述安装槽内活动设置有套置在螺柱上的控制块,所述螺柱上位于控制块上方旋接有第一螺母,所述控制块的侧壁顶部周向均布有多根与隔板数量相同的调节杆,每根所述调节杆位于相邻两隔板之间的部分的底侧均设置有挡板,每块所述挡板外端与对应的隔板外端之间连接有格挡带。
7、进一步的,所述隔板内部具有腔体且隔板的外端开设有开口,所述腔体内安装有弹簧,所述格挡带的一端与弹簧连接,另一端穿出开口外并与隔板对应的挡板外端连接。
8、进一步的,所述承接盘的顶部设置有曲板,所述曲板的板面环绕于隔板旋转区域的外侧,所述曲板的一端延伸至检测转盘的上方。
9、进一步的,还包括整理机构,其包括机架和调节板,所述机架的顶端设置有横梁,所述横梁径向设置于检测转盘的上方,所述横梁底侧靠近和远离检测转盘中心的两个位置处分别设置有调节板,两块所述调节板的顶端分别设置有活动贯穿横梁顶部的螺杆,所述螺杆上位于横梁顶部旋接有第二螺母。
10、由上述技术方案可知,本实用新型提供的压簧全检机送料装置,分料转盘和隔板能够将压簧零件从震动盘送料机中转至检测转盘,由于多块隔板周向均布于分料转盘的侧壁,因此,分料转盘和隔板能够将压簧零件有序排列,仅需分料转盘随电机匀速转动,即可使各个压簧零件从隔板区域落至检测转盘的时间间隔和落点相同,有利于压簧全检机在质检时对压簧的定位检测准确;在具体使用时,通过转动控制块,可调节挡板与对应的隔板之间的距离,从而改变隔板卡置压簧的区域的大小,有利于针对不同尺寸的压簧进行适应性调节。
技术特征:
1.压簧全检机送料装置,包括检测底座,其顶部转动安装有检测转盘,其特征在于,还包括:
2.根据权利要求1所述的压簧全检机送料装置,其特征在于,所述分料转盘的顶部开设有安装槽,所述安装槽的底部设置有向上延伸的螺柱,所述安装槽内活动设置有套置在螺柱上的控制块,所述螺柱上位于控制块上方旋接有第一螺母,所述控制块的侧壁顶部周向均布有多根与隔板数量相同的调节杆,每根所述调节杆位于相邻两隔板之间的部分的底侧均设置有挡板,每块所述挡板外端与对应的隔板外端之间连接有格挡带。
3.根据权利要求2所述的压簧全检机送料装置,其特征在于,所述隔板内部具有腔体且隔板的外端开设有开口,所述腔体内安装有弹簧,所述格挡带的一端与弹簧连接,另一端穿出开口外并与隔板对应的挡板外端连接。
4.根据权利要求1所述的压簧全检机送料装置,其特征在于,所述承接盘的顶部设置有曲板,所述曲板的板面环绕于隔板旋转区域的外侧,所述曲板的一端延伸至检测转盘的上方。
5.根据权利要求1所述的压簧全检机送料装置,其特征在于,还包括整理机构,其包括机架和调节板,所述机架的顶端设置有横梁,所述横梁径向设置于检测转盘的上方,所述横梁底侧靠近和远离检测转盘中心的两个位置处分别设置有调节板,两块所述调节板的顶端分别设置有活动贯穿横梁顶部的螺杆,所述螺杆上位于横梁顶部旋接有第二螺母。
技术总结
本技术提供了压簧全检机送料装置,包括检测底座,其顶部转动安装有检测转盘,还包括电机座和分料转盘,电机座顶部安装有承接盘,电机座的内部具有电机;分料转盘位于承接盘上方并与电机传动连接,分料转盘的侧壁周向均布有多块隔板,分料转盘靠近检测转盘一侧的隔板位于检测转盘的上方。本技术提供的压簧全检机送料装置,分料转盘和隔板能够将压簧零件从震动盘送料机中转至检测转盘,由于多块隔板周向均布于分料转盘的侧壁,因此,分料转盘和隔板能够将压簧零件有序排列,仅需分料转盘随电机匀速转动,即可使各个压簧零件从隔板区域落至检测转盘的时间间隔和落点相同,有利于压簧全检机在质检时对压簧的定位检测准确。
技术研发人员:陈松
受保护的技术使用者:重庆兴进机械制造有限公司
技术研发日:20230807
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!