一种气门芯自动化气密性检测装置的制作方法
本技术涉及检测装置,尤其涉及一种气门芯自动化气密性检测装置。
背景技术:
1、气门芯是汽车轮胎中关键的零部件,体积虽小却起到单向密封的重要作用。现有的制造技术中,气门芯通常在完成装配后,被人工阵列排布在专用检测治具上,然后在气门芯检测治具上方采用压板压紧密封后进行充气检测,待检测完毕后根据检测结果人工挑选出不合格产品,将合格产品继续向下道流转,自动化程度不高,检测效率较低下。
技术实现思路
1、本实用新型要解决的技术问题是:为了解决现有技术中气门芯检测效率低下的问题,本实用新型提供了一种气门芯自动化气密性检测装置来解决上述问题。
2、本实用新型解决其技术问题所采用的技术方案是:一种气门芯自动化气密性检测装置,包括检测机构,对放置于其中的气门芯进行充气检测;上料机构,将气门芯由传送带转移至所述检测机构中;收集分离仓,包括有ok区和ng区,按照所述检测机构的检测结果区分存放经过检测的气门芯;下料机构,将气门芯由所述检测机构转移至所述收集分离仓中。
3、进一步地:所述检测机构包括检测底座,所述检测底座上纵向设置有若干个密封座,待检测的所述气门芯密封安装在所述密封座中;所述检测底座的上方设置有检测上盖,所述检测上盖的底部对应所述密封座的位置处设置有密封盖,所述检测上盖在检测驱动机构的驱动下上下运动并将所述密封盖密封盖合在所述密封座中的所述气门芯上;所述密封盖连通压缩空气。
4、进一步地:所述检测驱动机构包括有竖直相对设置的基柱,二根所述基柱上分别有竖直设置的滑轨,所述滑轨上滑动安装有滑块,所述检测上盖固定安装在二块所述滑块上;在所述基柱之间竖直设置有检测气缸,所述检测气缸的活塞杆顶端铰接安装在所述检测上盖上。
5、进一步地:所述收集分离仓中设有隔板,所述隔板将所述收集分离仓分割形成所述ok区和所述ng区;在所述隔板上方设置有切换挡板,所述切换挡板在切换机构驱动下旋转摆动切换所述ok区和所述ng区开口处遮挡或敞口的状态。
6、进一步地:所述切换机构包括有切换轴、切换气缸和设置于所述切换轴一端的切换摆臂,所述切换轴水平设置且可沿轴向转动,所述切换挡板和所述切换轴固定连接;所述切换气缸的缸体固定设置,所述切换气缸的活塞杆末端和切换摆臂的末端铰接,所述切换轴在所述切换气缸伸缩驱动下转动且能够驱动所述切换挡板在所述ok区和所述ng区上方翻转。
7、进一步地:所述上料机构和所述下料机构均包括有取料爪,所述取料爪包括水平设置的手指气缸。
8、进一步地:所述上料机构包括有竖直设置的竖向上料气缸、设置于所述竖向上料气缸活塞杆端部的上料支架和横向滑动设置在所述上料支架上方的横向上料板,所述上料支架上设置有横向上料气缸,所述横向上料气缸的活塞杆端部和所述横向上料板固定连接;在所述横向上料板上,纵向设置有若干个所述取料爪,所述取料爪的位置和所述密封座位置对应设置。
9、进一步地:所述下料机构包括有水平安装的横向下料气缸、水平滑动设置的横向下料支架和沿竖直方向滑动安装在所述横向下料支架上的竖向下料板;所述横向下料气缸的缸体固定设置,活塞杆端部和所述横向下料支架固定连接;所述横向下料支架上竖直设置有竖向下料气缸,所述竖向下料气缸的活塞杆和所述竖向下料板固定连接;在所述竖向下料板上,纵向设置由若干个所述取料爪,所述取料爪的位置和所述密封座位置对应设置。
10、本实用新型的有益效果是,本实用新型气门芯自动化气密性检测装置通过设置的上料机构和下料机构实现了检测机构的自动上下料,并通过下料机构两次放料,将合格品和不合格品在收集分离仓中区分开,实现了自动检测挑选的功能,检测装置全自动化操作,具有较高的检测效率。
技术特征:
1.一种气门芯自动化气密性检测装置,其特征在于:包括
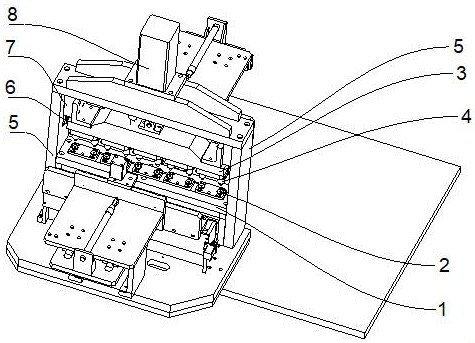
2.如权利要求1所述的气门芯自动化气密性检测装置,其特征在于:所述检测机构包括检测底座(1),所述检测底座(1)上纵向设置有若干个密封座(2),待检测的所述气门芯密封安装在所述密封座(2)中;所述检测底座(1)的上方设置有检测上盖(3),所述检测上盖(3)的底部对应所述密封座(2)的位置处设置有密封盖(4),所述检测上盖(3)在检测驱动机构的驱动下上下运动并将所述密封盖(4)密封盖合在所述密封座(2)中的所述气门芯上;所述密封盖(4)连通压缩空气。
3.如权利要求2所述的气门芯自动化气密性检测装置,其特征在于:所述检测驱动机构包括有竖直相对设置的基柱(5),二根所述基柱(5)上分别有竖直设置的滑轨(6),所述滑轨(6)上滑动安装有滑块(7),所述检测上盖(3)固定安装在二块所述滑块(7)上;在所述基柱(5)之间竖直设置有检测气缸(8),所述检测气缸(8)的活塞杆顶端铰接安装在所述检测上盖(3)上。
4.如权利要求1所述的气门芯自动化气密性检测装置,其特征在于:所述收集分离仓中设有隔板(15),所述隔板(15)将所述收集分离仓分割形成所述ok区(9)和所述ng区(10);在所述隔板(15)上方设置有切换挡板(14),所述切换挡板(14)在切换机构驱动下旋转摆动切换所述ok区(9)和所述ng区(10)开口处遮挡或敞口的状态。
5.如权利要求4所述的气门芯自动化气密性检测装置,其特征在于:所述切换机构包括有切换轴(11)、切换气缸(12)和设置于所述切换轴(11)一端的切换摆臂(13),所述切换轴(11)水平设置且可沿轴向转动,所述切换挡板(14)和所述切换轴(11)固定连接;所述切换气缸(12)的缸体固定设置,所述切换气缸(12)的活塞杆末端和切换摆臂(13)的末端铰接,所述切换轴(11)在所述切换气缸(12)伸缩驱动下转动且能够驱动所述切换挡板(14)在所述ok区(9)和所述ng区(10)上方翻转。
6.如权利要求2所述的气门芯自动化气密性检测装置,其特征在于:所述上料机构和所述下料机构均包括有取料爪(20),所述取料爪(20)包括水平设置的手指气缸。
7.如权利要求6所述的气门芯自动化气密性检测装置,其特征在于:所述上料机构包括有竖直设置的竖向上料气缸(16)、设置于所述竖向上料气缸(16)活塞杆端部的上料支架(17)和横向滑动设置在所述上料支架(17)上方的横向上料板(18),所述上料支架(17)上设置有横向上料气缸(19),所述横向上料气缸(19)的活塞杆端部和所述横向上料板(18)固定连接;在所述横向上料板(18)上,纵向设置有若干个所述取料爪(20),所述取料爪(20)的位置和所述密封座(2)位置对应设置。
8.如权利要求6所述的气门芯自动化气密性检测装置,其特征在于:所述下料机构包括有水平安装的横向下料气缸(21)、水平滑动设置的横向下料支架(22)和沿竖直方向滑动安装在所述横向下料支架(22)上的竖向下料板(23);所述横向下料气缸(21)的缸体固定设置,活塞杆端部和所述横向下料支架(22)固定连接;所述横向下料支架(22)上竖直设置有竖向下料气缸(24),所述竖向下料气缸(24)的活塞杆和所述竖向下料板(23)固定连接;在所述竖向下料板(23)上,纵向设置由若干个所述取料爪(20),所述取料爪(20)的位置和所述密封座(2)位置对应设置。
技术总结
本技术提供了一种气门芯自动化气密性检测装置,包括检测机构,对放置于其中的气门芯进行充气检测;上料机构,将气门芯由传送带转移至所述检测机构中;收集分离仓,包括有OK区和NG区,按照所述检测机构的检测结果区分存放经过检测的气门芯;下料机构,将气门芯由所述检测机构转移至所述收集分离仓中,通过设置的上料机构和下料机构实现了检测机构的自动上下料,并通过下料机构两次放料,将合格品和不合格品在收集分离仓中区分开,实现了自动检测挑选的功能,检测装置全自动化操作,具有较高的检测效率。
技术研发人员:赵何
受保护的技术使用者:江阴博尔汽配工业有限公司
技术研发日:20230812
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!