一种大兆瓦风机叶片吊装工艺的制作方法
1.本发明涉及海上风电设备安装领域,尤其涉及一种大兆瓦风机叶片吊装工艺。
背景技术:
2.现有的海上风电场工程施工,通常风机吊装采用海上分体吊装。对于直驱型风力发电机组,采用多极电机与叶轮直接连接进行驱动的方式,低速叶轮直接与发电机相连接,免去齿轮箱变速这一传统部件。
3.考虑到直驱型风力发电机组没有齿轮箱变速,无法采用水平单叶片吊装工艺,故选用叶轮吊工艺进行吊装。
4.然而,现有的叶轮吊工艺工序繁琐,叶轮迎风面积大,吊装窗口期要求高。本海域受季风、突风影响较大,若继续采用现有的叶轮吊施工工艺将无法满足工期要求。
5.为了满足工期要求,需要研究出一种新吊装工艺。
技术实现要素:
6.本发明的目的在于提供一种大兆瓦风机叶片吊装工艺,采用安装船进行风机分体式安装,在安装船上组拼轮毂和三个叶片后整体吊装,吊装叶轮翻身竖立直至叶轮到达竖直位置。由于季风、突风不影响轮毂和三个叶片组装,只需在吊装窗口期进行整体吊装,满足工期要求。
7.实现本发明目的的技术方案如下:
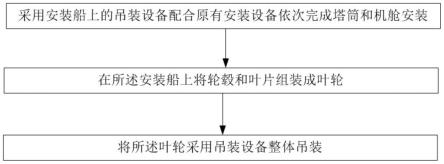
8.一种大兆瓦风机叶片吊装工艺,包括:
9.采用安装船上的吊装设备配合原有安装设备依次完成塔筒和机舱安装;
10.在所述安装船上将轮毂和叶片组装成叶轮;
11.将所述叶轮采用吊装设备整体吊装。
12.在一种可能的实现方式中,在所述安装船上将轮毂和叶片组装成叶轮,包括:
13.将轮毂转至安装船上的预制工装支架上,使用紧固件加固;
14.采用安装船上的吊装设备将叶片逐片起吊与轮毂对接组拼。
15.在一种可能的实现方式中,采用安装船上的吊装设备将叶片逐片起吊与轮毂对接组拼,包括:
16.采用第一吊具将第一叶片和第二叶片拼装到轮毂;
17.采用第二吊具抬吊第三叶片并将第三叶片拼装到轮毂;
18.抬吊第三叶片时第二吊具旋转直至第三叶片转动到合适位置。
19.在一种可能的实现方式中,将所述叶轮采用吊装设备整体吊装,包括:
20.在第二叶片和第三叶片上布置缆风绳,
21.安装叶轮翻身吊耳;
22.确认风速满足吊装条件时采用第一吊具和第二吊具共同起吊叶轮并控制叶轮翻身,直至叶轮到达竖直位置。
23.在一种可能的实现方式中,将所述叶轮采用吊装设备整体吊装,还包括:
24.叶轮翻身至竖直位置后第二吊具与叶片脱离,第一吊具缓慢提升叶轮;
25.第一吊具将叶轮提升至预设位置,叶轮在预设位置与机舱发电机对接并安装;
26.轮毂与机舱发电机连接处达到要求力矩后第一吊具脱离。
27.在一种可能的实现方式中,第二吊具为全旋转式单叶片吊具;
28.所述全旋转式单叶片吊具进行第三叶片全方位姿态操纵;
29.第二吊具与第二叶片和第三叶片上布置的缆风绳连接。
30.与现有技术相比,本发明的有益效果是:
31.本发明采用安装船进行风机分体式安装,在安装船上组拼轮毂和三个叶片后整体吊装,吊装叶轮翻身竖立直至叶轮到达竖直位置。由于季风、突风不影响轮毂和三个叶片组装,只需在吊装窗口期进行整体吊装,满足工期要求。
附图说明
32.图1为本发明提供的一种大兆瓦风机叶片吊装工艺流程图;
33.图2为本发明提供的一种大兆瓦风机叶片吊装工艺应用实例流程图示一;
34.图3为本发明提供的第一叶片、第二叶片和第三叶片拼装顺序示意图一;
35.图4为本发明提供的一种大兆瓦风机叶片吊装工艺应用实例流程图示二;
36.图5为本发明提供的叶片与安装船及运输驳的位置关系图示;
37.图6为本发明提供的第一叶片、第二叶片和第三叶片拼装顺序示意图二;
38.图7为本发明提供的全旋转式单叶片吊具主视图;
39.图8为本发明提供的全旋转式单叶片吊机左视图;
40.附图标记:100-悬吊部;200-吊具本体;300-夹持部;400-叶片。
具体实施方式
41.下面结合附图所示的各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
42.请参阅图1,本发明实施例提供了一种大兆瓦风机叶片吊装工艺,包括:采用安装船上的吊装设备配合原有安装设备依次完成塔筒和机舱安装;在安装船上将轮毂和叶片组装成叶轮;将叶轮采用吊装设备整体吊装。
43.请参阅图2,本发明采用一艘半潜式安装船进行风机分体式安装。风机机型为上海电气6mw直驱型风力发电机组,没有齿轮箱变速,因此无法采用水平单叶片吊装工艺,通常采用叶轮吊工艺进行吊装。
44.请继续参阅图2,本发明的叶轮吊采用风机安装船上的主吊机以及辅吊机进行配合将塔筒、机舱依次安装,将轮毂和叶片在安装船上组装成叶轮,然后将叶轮整体起吊安装。到货后的风机部件部分需在基地储存并进行下塔筒预组装和轮毂拆卸工作,然后根据现场进度需要进行二次转运到现场进行安装,部分直接发运至机位安装。
45.请继续参阅图2,本发明实施例中现场依次将塔筒、机舱(含发电机)安装就位后,将轮毂转至安装船上的预制工装支架上,使用工装螺栓等间距进行加固,然后将叶片逐片
起吊与轮毂对接组拼。第1、2片叶片采用专用叶片拼装吊具,第3片则由于吊机回转半径限制采用双吊机抬吊,且吊装第3片叶片时运输驳需调头重新靠泊定位船。在安装船甲板上的组拼顺序请参阅图3.
46.叶轮组拼完成并拉伸后,清扫轮毂内外,整理工具,准备叶轮整体吊装。在2、3两片叶片吊装标识处按要求布置缆风绳,安装叶轮翻身吊耳,确认风速满足吊装条件(≤8m/s)后开始溜尾吊具夹持,落至设计位置后使用远程遥控器控制压力状态。拆除轮毂工装螺栓后,主、副吊机配合起吊、翻身竖立叶轮,至叶轮到达竖直位置。叶轮翻身完成后溜尾吊具松开夹持机构与叶片脱离,主吊机缓慢提升叶轮,并与机舱发电机对接安装。直至轮毂与发电机连接的双头螺栓按要求施工力矩后方可摘钩。
47.在上述方案中,优选在安装船上将轮毂和叶片组装成叶轮,包括:将轮毂转至安装船上的预制工装支架上,使用紧固件加固;采用安装船上的吊装设备将叶片逐片起吊与轮毂对接组拼。
48.在上述方案中,优选采用安装船上的吊装设备将叶片逐片起吊与轮毂对接组拼,包括:采用第一吊具将第一叶片和第二叶片拼装到轮毂;采用第二吊具抬吊第三叶片并将第三叶片拼装到轮毂;抬吊第三叶片时第二吊具旋转直至第三叶片转动到合适位置。
49.优选将叶轮采用吊装设备整体吊装,包括:在第二叶片和第三叶片上布置缆风绳,安装叶轮翻身吊耳;确认风速满足吊装条件时采用第一吊具和第二吊具共同起吊叶轮并控制叶轮翻身,直至叶轮到达竖直位置。
50.优选将叶轮采用吊装设备整体吊装,还包括:叶轮翻身至竖直位置后第二吊具与叶片脱离,第一吊具缓慢提升叶轮;第一吊具将叶轮提升至预设位置,叶轮在预设位置与机舱发电机对接并安装;轮毂与机舱发电机连接处达到要求力矩后第一吊具脱离。
51.请参阅图2和图4,图2在实际应用中发现其在吊装过程中影响因素较多,且存在以下问题:(1)后场基地需先将轮毂拆卸,工作量增大;(2)叶轮组拼时,由于吊机回转半径限制,在抬吊第三叶片前叶片运输驳须候潮水调头重新靠泊定位船,不确定因素增加;(3)叶轮安装时,现场10min平均风速必须小于等于8m/s,风速要求高;(4)叶轮与发电机对接完成后,内部空间有限,力矩施工困难,脱钩时间长(9-11h),安全风险增加;(5)吊装后,遗留消缺力矩、复位工作量大。
52.请继续参阅图4,本发明实施例的第一叶片、第二叶片和第三叶片均在空中与轮毂完成对接。由下到上依次吊装完塔筒后,需将“机舱+发电机+轮毂”作为整体一起安装在塔筒顶部,此工序相比“机舱+发电机”吊装并未增加施工难度,反而轮毂与机舱发电机可在出厂前完成组拼、调试等工序,减少海上作业内容,尽可能降低风浪、天气等因素对施工的影响程度;“机舱+发电机+轮毂”在工厂内完成组拼,操作简便,海上作业效率得到提高,同时吊装质量得到保障。
53.请参阅图7和图8,优选第二吊具为全旋转式单叶片吊具;全旋转式单叶片吊具包括悬吊部100、吊具本体200、夹持部300,悬吊部100、吊具本体200、夹持部300依次相连,夹持部300夹持叶片400,全旋转式单叶片吊具进行第三叶片全方位姿态操纵;第二吊具与第二叶片和第三叶片上布置的缆风绳连接。
54.上述全旋转式单叶片吊具无需盘车即可实现单叶片安装,并针对此吊具多次开会研讨、分析,对安装船参数(甲板面积、吊高、回转半径、吊重等)进行验算,设计使用导轨式
机械揽风系统,最终成功使用非水平单叶片吊装工艺在节点目标前完成剩余风机安装。
55.单叶片吊装时,就位高度大,难以依靠传统揽风绳人力调整叶片方向。为保证叶片吊装时的稳定性和安全性,利用安装船700t吊机稳索钩进行改造,在吊臂上安装两根钢丝导轨并利用吊机稳索提供动力,通过导向轮将吊具揽风与钢丝导轨连接。吊机作业人员直接在操控室控制机械揽风提升和下放,吊装过程中根据指挥及时调整吊具两端松紧状态,保证风机部件始终与吊臂垂直,提高稳定性和吊装效率。
56.采用单叶片吊装工艺,塔筒、机舱+发电机+轮毂吊装步骤与叶轮吊相同。叶片吊装时,先用安装船700t吊机副钩和320t吊机主钩采用高强环型吊带将叶片连同运输工装抬吊至安装船甲板面,叶根一端落在预先安装的型钢支架上,叶尖端则由320t吊机持荷吊拎。由于本实施例安装船甲板面空间有限,故采用逐片抬吊、吊装的方式。
57.将叶片过驳至安装船甲板之后,用安装船700t吊机副钩先对叶根端支撑槽钢及运输支架进行拆除,然后将其全旋转式单叶片吊具连接,并将臂架上的揽风装置与吊具通过揽风绳连接,确认满足吊装条件后开始夹持叶片。夹持完成后起吊并转动叶片,将叶尖工装转至安装船甲板范围内,并用320t吊机拆除。
58.请参阅图5和图6,待叶尖工装拆除后,由安装船主吊机起吊叶片转出甲板面范围,后依靠吊具根据叶片与轮毂的对接角度开始叶片翻身。三支叶片按图6顺序依次安装,所需要的翻身角度分别为90
°
、-30
°
、210
°
。
59.每支叶片与轮毂的对接时,操作人员需注意将手远离螺栓柱,另外不要将身体探出人孔到叶片轴承。起重机吊起叶片时禁止站在叶片下方。如果有必要,对接过程中可稍微偏航机舱,使叶片与叶片轴承在一条直线上。叶片对接完成后,按要求施加力矩收紧,即可脱钩,将夹具落回至甲板。重复上述步骤安装剩余叶片,并按要求对叶片螺栓进行拉伸,完成叶片安装。
60.本发明实施例的非水平单叶片吊装能减少迎风面积,风载荷对吊装的影响降低,原有吊装安全临界风速从8m/s提升至12m/s,最大风速阵风风速可达15m/s,极大延长了吊装窗口期;
61.本发明实施例采用全旋转式单叶片吊具,有效加快取叶片与对接叶片的工效;
62.本发明实施例的单支叶片依次吊装,对安装船甲板的需求面积显著降低,同时降低超大叶轮对吊车运动幅度的需求,降低叶轮在翻身及回转过程中的碰撞风险,提高安全性;
63.本发明实施例的非水平单叶片吊装省去了叶轮吊对接后的力矩施工,避免了在叶轮未脱钩期间(9-11h)安装船可能走锚带来的安全风险。
64.本发明实施例对风速要求有所突破,延长吊装窗口期;对安装船甲板面积需求小,增大了对安装船的选择空间;提高吊装安全性。施工过程中继续对其进行优化,使用钢丝导轨式机械揽风,实时控制揽风状态,提高叶片稳定性,提高施工效率。随着海上风电逐渐向深远海域、大容量风机发展,非水平单叶片吊装工艺将成为主流发展方向,在本工程所积累的一些工程经验,希望对以后类似工程有所助益。
65.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
66.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
67.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1