一种运载火箭加筋胀形贮箱及其制造方法与流程
1.本发明涉及结构设计和制造技术领域,尤其是指一种低成本、高强度的贮箱结构的设计和制造,可应用于液体火箭燃料贮箱的设计和制造。
背景技术:
2.液体燃料贮箱是液体运载火箭的关键结构,当前主要采用如下技术制造:
3.1、液体运载火箭燃料贮箱一般采用高强度铝合金焊接制造,为提高贮箱的轴压稳定性,需要在贮箱壁板上以减材车铣工艺加工出筋条结构,导致材料利用率很低,同时还具有材料成本高、加工工艺复杂、制造效率低等问题,导致贮箱的成本一直较高,成为导致运载火箭使用成本居高不下的主要因素之一。
4.2、采用高强度铝合金焊接时,由于焊缝强度不高,往往需要在焊缝处大幅加大厚度,导致贮箱结构重量增加,同时焊缝的强度可靠性仍为贮箱的重大薄弱环节。
5.3、火箭贮箱也可基于复合材料制造,原材料成本高,同时需要大型的缠绕设备和固化设备。
6.上述业内现状导致液体贮箱的制造成本居高不下。
7.基于胀形工艺对材料进行冷作硬化,实现材料的强化是压力容器领域的常用技术,但由于在内压下结构往往趋圆变形,存在硬化不均匀的问题,限制了这一技术的应用效果,也没有应用于液体火箭贮箱结构制造的报道。
8.综上所述:现有的液体运载火箭贮箱制造技术制造成本普遍偏高、重量偏高、可靠性偏低,同时金属冷作硬化技术不成熟没有应用于火箭贮箱的设计和制造。
技术实现要素:
9.本发明的目的是提供一种运载火箭加筋胀形贮箱及其制造方法,解决现有的液体运载火箭贮箱制造成本普遍偏高、重量偏高、可靠性偏低的问题。
10.为解决上述技术问题,本发明采用如下技术方案:
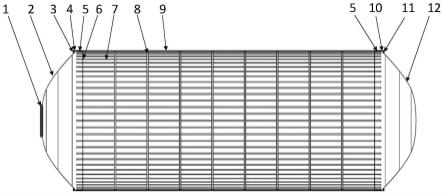
11.一种金属贮箱结构,包括贮箱由塑性良好的金属焊接制成,包括人孔1、前底2、前端框3、前短壳4、筒段加厚区5、筒段主体9、纵向加强筋7、环框8、环板6、后短壳10、后端框11、后底12等。
12.制造贮箱选用的金属材料除了满足作为贮箱材料的一般要求外,还应具有良好的延展性,具有良好的焊接性能,易于被冷作硬化。以301、304为代表的奥氏体不锈钢、高温合金、殷瓦钢,以及以5a06为代表的铝合金等是可选材料。除了环向的环框8、环板6可选经冷作硬化后材料、热处理硬化后的材料或者其他可与筒段焊接的高强度材料外,贮箱主体结构采用退火态材料焊接制造,通过胀形冷作硬化。
13.箱底包括前底2和后底12由多块锥形和一块圆形金属薄板焊接而成,在前底顶端金属板中部设置人孔1,贮箱的各种进出管路一般设计在人孔1盖上;箱底2或12在胀形过程中被胀圆后要对环形焊缝进行一次去变形应力处理。
14.筒段主体9由等厚度金属薄板焊接制成圆柱形;筒段加厚区5和9焊接件的长度小于成品贮箱5和9长度,经胀形轴向拉伸后达到设计长度;筒段两端与箱底2或12和短壳4或10连接部分要比筒段主体9适当加厚,加厚区5长度和厚度以满足胀形变形量和胀形后贮箱强度为准进行设计。
15.纵向加强筋7以退火态金属薄板加工为横截面为“c”形的长条状,采用低能量激光焊方法与壳体连接。纵向加强筋7首选为用整根材料焊接于筒段壳体,壳体长度较大时在加强筋搭接处设置环板6,被连接的加强筋两个端面分别与环板6两个表面焊接;纵向加强筋7的数量、横截面尺寸和厚度以满足贮箱轴压稳定性强度为准进行设计。
16.环框8横截面一般为“c”形,横截面尺寸大于纵向加强筋7,并在跨越纵向加强筋7处开槽。与纵向加强筋7类似,环框8以焊接形式与筒段壳体连接。环框8横截面尺寸和轴向间距以满足贮箱筒段受压稳定性为准进行设计。环框8在贮箱胀形过程中基本尺寸不变,因此可选经冷作硬化后材料、热处理硬化后的材料或者其他可与筒段焊接的高强度材料。
17.环板6作用与环框8类似,由于其圆环形状更适合于布置于贮箱变厚度环向焊缝、纵向加强筋7搭接区等。环板6在贮箱胀形过程中基本尺寸不变,因此可选经冷作硬化后材料、热处理硬化后的材料或者其他可与筒段焊接的高强度材料;环板6的宽度和厚度以满足贮箱筒段受压稳定性为准进行设计。
18.短壳4或10长度尺寸较短、较厚,短壳4或10和端框3或11、箱底2或12的最大直径锥形板焊接形成一个横截面为直角三角形的结构。短壳4或10长度以满足端框宽度设计和贮箱与其他部段连接设计为宜,短壳4或10厚度以满足轴向载荷下强度要求为准。
19.端框3或11通过焊接与短壳4或10和箱底2或12的最大直径锥段连接;端框3或11上开连接孔,内部焊接螺母,用于贮箱与其他部段的连接;在胀形前,在端框3或11外侧设有外翻框13或14,通过内外两个端框同时与胀形封头15或17连接,提高连接强度,避免端框3或11在胀形中出现明显变形;胀形成形后外翻框13和14,被机械加工去除,减轻成品贮箱重量。
20.一种贮箱胀形制造方法,首先采用塑性良好的金属材料焊接制成贮箱壳体,然后在胀形工装约束下,经内压胀形冷作硬化强化成形。
21.胀形工装包括前封头15、后封头17和若干由半环圈16拼成的环圈组成。
22.封头15或17内表面为胀形后箱底2或12的形状;封头15或17与贮箱通过端框3或11、外翻框13或14连接,将箱底2或12所受的部分内压合力传递给筒段,用于拉伸筒段使其硬化变形。
23.环圈用于约束筒段5和9的径向变形,环圈的宽度不宜太大,以不导致胀形中筒段主体9径向膨胀为宜;环圈需易于拆卸,首选以两个半圆形半环圈16组装为一个整圆环圈;各个环圈彼此之间不连接;胀形前环圈安装数量以将整个贮箱筒段5和9都包覆住为准设计;在胀形过程中,随着筒段主体9的伸长,必要时重新排布并补充更多环圈,以确保筒段5和9不会发生明显的径向变形。
24.胀形时以液体为介质进行打压胀形;对于某些不锈钢材料,以液氮等深冷液体为介质胀形可以起到更好的强化作用;贮箱胀形成形最高压力显著高于贮箱的设计压力。
25.本发明的上述技术方案相比现有技术具有以下优点:
26.1、本发明可以选用低成本的不锈钢、铝合金制造高强度、轻量化贮箱,材料成本
低。
27.2、本发明主要通过焊接和胀形工艺加工贮箱材料,材料利用率高、制造成本低。
28.3、本发明采用的焊接工艺主要在高塑性材料的退火态实施,焊接工艺难度降低,同时焊缝强度和可靠性高。
29.4、本发明使用胀形工艺对贮箱进行冷作硬化,材料得到充分强化,结构强度高、重量轻,尤其是结合不锈钢深冷作硬化技术,可以得到超高强度的贮箱结构;
30.5、本发明胀形过程中贮箱筒段直径不变,成品尺寸精度高。
附图说明
31.下面结合附图说明对本发明作进一步说明。
32.图1是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形后结构剖面的示意图。
33.图2是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形前结构剖面的示意图。
34.图3是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形工装的示意图。
35.图4是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形工装前封头的示意图。
36.图5是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形工装前封头与贮箱连接的示意图。
37.图6是本发明的实施例1提供的直径2.25米不锈钢贮箱胀形工装半环圈的示意图。
38.说明书附图标记说明:
39.1、人孔;
40.2、前底;
41.3、前端框;
42.4、前短壳;
43.5、筒段加厚区;
44.6、环板;
45.7、纵向加强筋;
46.8、环框;
47.9、筒段主体;
48.10、后短壳;
49.11、后端框;
50.12、后底;
51.13、前外翻框;
52.14、后外翻框;
53.15、前封头;
54.16、半环圈;
55.17、后封头。
具体实施方式
56.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
57.关于本发明的前述及其他技术内容、特点与功效,在以下配合参考附图对实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的方向用语,例如:上、下、左、右、前或后等,仅是参考附图的方向。因此,使用的方向用语是用来说明并非用来限制本发明,此外,在全部实施例中,相同的附图标号表示相同的元件。
58.本发明公开了一种运载火箭加筋胀形贮箱,包括筒段主体9、设置在所述筒段主体9两端侧的筒段加厚区5、设置在所述筒段主体9和筒段加厚区5内壁上的纵向加强筋7和与所述纵向加强筋7配合加固的环框8、环板6;
59.其中在所述一端筒段加厚区5外侧安装有前底2和前短壳4;所述前底2、前短壳4同时与所述筒段加厚区5连接。
60.在所述筒段主体9的另一端部安装有筒段加厚区5、后短壳10和后底12;所述后底12、后短壳10同时与所述筒段加厚区5连接;
61.其中在所述前短壳4上安装前端框3、前外翻框13,在胀形过程中通过前端框3、前外翻框13连接有前封头15;
62.在所述后短壳10上安装后端框11、后外翻框14,在胀形过程中通过后端框11、后外翻框14连接有后封头17。
63.其中在所述前底2顶端金属板中部开设有人孔1。
64.具体地,所述筒段主体9为通过等厚度金属薄板焊接制成圆柱形;其中筒段焊接件的长度小于成品贮箱的筒段长度,再经胀形轴向拉伸后达到设计长度。
65.其中在所述筒段主体9的两端、所述前底2以及前短壳4安装有筒段加厚区5;在所述筒段主体9的另一端、后底12、后短壳10连接处安装连接有筒段加厚区5;其中所述筒段加厚区5的长度和厚度以满足胀形变形量和胀形后贮箱强度为准进行设计。
66.具体实施例时,所述纵向加强筋7以退火态金属薄板加工为横截面为“c”形的长条状,其两侧边分别与筒段主体9和筒段加厚区5的内壁焊接。所述纵向加强筋7的数量、横截面尺寸和厚度以满足贮箱轴压稳定性强度为准进行设计。
67.其中所述环框8的横截面为“c”形,其内径大于纵向加强筋7,并在其跨越所述纵向加强筋7处开槽;
68.在筒段厚度变化区域或者所述纵向加强筋7搭接区域安装环板6,其中在纵向加强筋7搭接区域所述纵向加强筋7的端面与环板6的表面焊接连接;
69.其中所述环框8以焊接形式与筒段主体9及其加厚区5的内壁连接;
70.其中所述环框8的横截面尺寸和轴向间距以满足贮箱的筒段主体9和筒段加厚区5受压稳定性为准进行设计;环板6和环框8在贮箱胀形过程中基本尺寸不变,因此可选经冷作硬化后材料、热处理硬化后的材料或者其他可与筒段焊接的高强度材料。
71.其中所述前短壳4、前端框3、以及前底2的最大直径锥形板焊接形成一个横截面为直角三角形的结构;
72.所述后短壳10、后端框11、以及后底12的最大直径锥形板焊接形成一个横截面同为直角三角形的结构;
73.其中前短壳4与后短壳10长度以满足端框宽度设计和贮箱与其他部段连接设计为宜,且其厚度以满足轴向载荷下强度要求为准。
74.具体的,所述前端框3通过焊接与所述前短壳4和所述前底2的最大直径锥段连接;
其中在所述前端框3上开设有用于连接其他部段的螺栓孔,在胀形前在前端框3处设有前外翻框13,其中所述前端框3、前外翻框13在胀形时安装前封头15;
75.所述后端框11通过焊接与所述后短壳10和所述后底12的最大直径锥段连接;其中在所述后端框11上设有用于连接其他部段的螺栓孔,在胀形前在后端框11处设有后外翻框14,在所述后后端框11、后外翻框14在胀形时安装后封头17。
76.具体实施时,所述前封头15的内表面与所述前底2经胀形后的外表面适配贴合;所述后封头17的内表面与所述后底12经胀形后的外表面相互适配贴合;
77.其中将所述前底2和所述后底12在胀形过程中所受的部分内压合力经前封头15和后封头17传递给所述筒段主体9,用于拉伸筒段使其硬化变形。
78.本发明还公开了一种制造运载火箭加筋胀形贮箱的方法,首先采用塑性良好的金属材料焊接制成贮箱壳体,然后在外工装约束下,经内压胀形冷作硬化强化成形;(下述筒段包括筒段主体9和筒段加厚区5)。
79.首先选材时:
80.所选用的金属材料除了满足作为贮箱材料的一般要求外,还应具有良好的延展性,具有良好的焊接性能,易于被冷作硬化。以301、304为代表的奥氏体不锈钢、高温合金、殷瓦钢,以及以5a06为代表的铝合金等是可选材料。除了环向的环框8、环板6可以采用冷作硬化后材料、热处理硬化后的材料或者其他可与筒段焊接的高强度材料外,贮箱主体结构采用退火态材料焊接制造,通过胀形冷作硬化。
81.其中在所述前底2和所述后底12在胀形过程中被胀圆后要对环形焊缝进行一次去变形应力处理。
82.其中通过环圈用于约束筒段的径向变形,环圈的宽度不宜太大,以筒段主体9胀形伸长后不会发生径向膨胀为宜;环圈需易于拆卸,首选以两个半圆圈16组装为一个整圆环圈;各个环圈彼此之间在轴向不连接;胀形前环圈安装数量以将整个贮箱筒段5和9都包覆住为准设计。
83.具体胀形时,以液体为介质进行打压胀形;胀形过程中随着贮箱筒段的增长,视需补充环圈进行径向加强,以确保筒段不会发生明显的径向变形。对于某些不锈钢材料,以液氮等深冷液体为介质胀形可以起到更好的强化作用;贮箱胀形成形最高压力显著高于贮箱的设计压力,以将筒段主体9充分拉长至设计值为准。
84.实施例1:
85.结合图1至图6,一种直径2.25米不锈钢胀形贮箱,包括
86.贮箱外径2.25米,采用304不锈钢板焊接制造,其中筒段(5和9)长度3.8米,筒段主体(9)部分厚度1.2mm,筒段加厚区(5)100mm宽度采用厚度4mm的钢板;箱底(2或12)壁厚1.0mm,箱底(2或12)采用3块锥段和1块平面圆板焊接而成,焊接状态箱底(2或12)的最大高度为300mm;人孔(1)直径500mm设置在前底(2)圆板中部,人孔(1)口盖壁厚2mm;短壳(4或10)高度50mm,厚度4mm,本例中相邻的短壳(4或10)与筒段加厚区(5)采用同一块钢板材料;端框(3或11)宽度50mm,厚度4mm;外翻框(13或14)宽度50mm,厚度4mm。纵向加强筋(7)总计64根,每根横截面宽度20mm,高度12mm,壁厚0.6mm。以上结构均采用退火态304不锈钢板焊接制造。
87.环向加强结构采用环框(8)和环板(6)两种形式,其中环框(8)截面宽度和高度均
为25mm,厚度为0.6mm,用于纵向加强筋(7)连续的部位;环板(6)宽度25mm,厚度3mm,用于纵向加强筋(7)搭接部位和筒段厚度变化部位。环框(8)、环板(6)间距为400mm,总计10个,将1.2mm厚度的筒段主体(9)间隔为9段,再加上两端的4mm厚度、100mm高度的筒段加厚区(5)区域,焊接件筒段总长度为3.8米。环向加强件采用冷轧硬化3/4h状态的304不锈钢制造。
88.贮箱焊接完毕后,在椭球比为2.0的封头以及38套宽度100mm的环圈约束下,采用水压胀形,最大压力为1.6mpa。椭球封头和环圈的材料均采用q345制造,其中椭球封头(15或17)的壁厚为12mm,环圈的厚度为8mm,每套环圈采用两个可拆卸的半环圈(16)连接而成。每个椭球封头(15或17)与端框(3或11)、外翻框(13或14)采用内外两圈总计200个m12螺栓连接。
89.经历1.6mpa内压胀形后,贮箱整体胀形率达到30%,贮箱筒段主体(9)被胀形拉长了30%,箱底(2或12)被胀形为椭球比为2.0的椭球形。胀形后贮箱筒段(5和9)长度为4.88米,前后两个端框(3和11)间距为4.98米,箱底(2或12)深度胀形为562.5mm,贮箱总长度为6.005米,总容积为23立方米。
90.胀形完毕后前后外翻框(13和14)被切削掉,整个贮箱成品重量约498kg。
91.经仿真计算,成品贮箱理论内压强度为0.76mpa,在0.2mpa内压下,理论轴压承载能力为4000kn。
92.本实施例显示基于本发明技术,实现了超薄不锈钢贮箱的设计和制造,具有材料成本低、材料浪费少、工艺成熟可靠、成品性能与传统铝合金贮箱相当等优点。
93.实施例2:
94.一种直径2.25米铝合金胀形贮箱,包括
95.在实施例1的基础上,将材料由退火态304不锈钢改为退火态铝合金5a06,将冷轧硬化3/4h态的304不锈钢改为t6态铝合金2a12,其中筒段主体厚度改为2.5mm,筒段加厚区厚度改为6.0mm,其他厚度均为实施例1的2倍厚度。纵向加强筋的数量减少为60根。
96.由于铝合金的塑性延展率小于304不锈钢,焊接件环框、环板的间距增大为470mm,前后底的深度增大为380mm,胀形率控制在10%左右。
97.调整后焊接件总长度为5.19米,胀形压力仍为1.6mpa,胀形后外观尺寸与实施例1一致,贮箱强度也与实施例1相当,整箱重量降低至不足400kg。
98.本实施例显示本发明公开的技术可以用于铝合金贮箱的设计和制造更加轻量化的贮箱产品。采用低强度、高塑性的低成本铝合金可以实现较不锈钢和传统铝合金贮箱更高的结构效率。
99.实施例3:
100.一种直径5.0米不锈钢深冷胀形贮箱,包括
101.贮箱外径5.0米,采用301不锈钢板焊接制造,其中筒段长度8.68米,筒段主体部分厚度1.5mm,两端各100mm宽度的筒段加厚区采用厚度4mm的钢板;箱底壁厚1.0mm,箱底采用3块锥段和1块平面圆板焊接而成,焊接状态箱底的最大高度为1035mm;人孔直径500mm设置在箱底圆板中部,人孔口盖壁厚1.5mm;短壳高度100mm,厚度4mm;端框宽度57mm,厚度4mm;外翻框宽度50mm,厚度4mm。纵向加强筋总计144根,每根横截面宽度和高度均为15mm,壁厚1.0mm。以上结构均采用退火态301不锈钢板焊接制造。
102.环向加强结构采用环框和环板2种形式,其中环框横截面宽度和高度均为25mm,厚
度为1.0mm,用于纵向加强筋连续的部位;环板宽度25mm,厚度3mm,用于纵向加强筋连接部位和筒段厚度变化部位。环框、环板间距为530mm,总计17个,将筒段主体间隔为16段,再加上两端100mm高度的筒段加厚区,焊接件总长度为8.68米。环向加强件采用冷轧硬化3/4h状态的301不锈钢制造。
103.贮箱焊接完毕后,在椭球比为1.6的封头以及43套宽度200mm的环圈约束下,基于液氮深冷胀形,最大压力为1.8mpa。椭球和环圈的材料均采用耐液氮温度的304不锈钢制造,每套环圈采用两个可拆卸的半环圈连接而成。每个椭球封头与端框和外翻框采用内外两圈总计400个m20不锈钢螺栓连接。
104.经历1.8mpa内压胀形后,贮箱整体胀形率为14%,贮箱筒段主体被胀形拉长了14%,前后底被胀形为椭球比为1.6的椭球形。胀形后贮箱筒段长度为9.8米,前后两个端框间距为10.0米,箱底深度为1560mm,贮箱总长度为12.12米,总容积为232立方米。
105.胀形完毕后外翻框被切削掉,整个贮箱成品重量约3900kg。
106.经仿真计算,成品贮箱理论内压强度为0.80mpa,在0.25mpa内压下,理论轴压承载能力为20000kn。
107.本实施例显示,结合不锈钢深冷硬化技术,可以大幅提高贮箱的强度,实现比铝合金更高的强度水平。这一优势应用于制造大直径的不锈钢贮箱时,可以实现比传统铝合金贮箱更高的结构效率。
108.综上:本发明提供一种运载火箭金属胀形贮箱及其制造方法,能够基于低成本材料,以焊接和胀形工艺制造运载运载火箭燃料贮箱,基于冷作硬化方法实现材料强化,解决了传统胀形工艺无法对壳体和加强筋同时进行硬化的难题,实现了贮箱的整体均匀胀形硬化,具有材料成本低、材料利用率高、制造工艺简便、贮箱结构重量轻且强度高等优点。
109.本发明解决了基于低强度、高塑性廉价金属材料制造轻量化、高强度、高价值火箭贮箱的技术难题,可以大大节省材料成本,降低贮箱制造成本,降低火箭使用成本。
110.在本发明创造的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
111.以上实施例仅是对本发明创造的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1