一种边缘受压屈曲的结构超滑器件及其制备方法
1.本技术涉及超滑技术领域,特别是涉及一种边缘受压屈曲的结构超滑器件及其制备方法。
背景技术:
2.结构超滑是指两个原子级光滑且非公度接触的范德华固体表面(如石墨烯、二硫化钼等二维材料表面)之间摩擦、磨损几乎为零的现象。目前,结构超滑器件中的超滑片大多为片状或岛状,超滑片与基底接触并相对运动时,超滑片下表面范德华材料的边缘和基底之间会产生化学键等相互作用。相比于范德华材料面内完整的晶格,边缘部分产生了更为显著的摩擦力,并提高了超滑器件发生磨损的风险。
3.因此,如何降低超滑片中二维材料边缘与基底之间的摩擦力和磨损是本领域技术人员亟待解决的技术问题。
技术实现要素:
4.本技术的目的是提供一种边缘受压屈曲的结构超滑器件及其制备方法,以降低超滑片边缘与基底之间的摩擦力,并避免与基底接触时出现应力集中的情况,提升可承受载荷。
5.为解决上述技术问题,本技术提供一种边缘受压屈曲的结构超滑器件,包括:
6.超滑片,所述超滑片中二维材料的边缘向背离超滑面的方向屈曲,所述超滑面的接触面区域为水平面。
7.可选的,所述超滑片中二维材料的单侧边缘向背离超滑面的方向屈曲。
8.可选的,所述超滑片中二维材料的多侧边缘均向背离超滑面的方向屈曲。
9.可选的,所述超滑片中二维材料的四周边缘均向背离超滑面的方向翘曲。
10.可选的,还包括:
11.设于所述超滑片预设表面的刚性薄膜层,所述预设表面与所述超滑面相背,且所述刚性薄膜层在所述超滑面的投影位于所述接触面区域内。
12.可选的,所述刚性薄膜层设于所述超滑片预设表面的中间区域。
13.可选的,所述刚性薄膜层包括金属层。
14.可选的,所述刚性薄膜层包括多层薄膜。
15.可选的,所述超滑片包括多层二维材料。
16.可选的,还包括:
17.与所述超滑片的所述超滑面接触的基底。
18.本技术还提供一种边缘受压屈曲的结构超滑器件的制备方法,包括:
19.获得包括预制超滑片的结构超滑预处理器件;
20.冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面,得到边缘受压屈曲的结构超滑器
件。
21.可选的,冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面包括:
22.将所述结构超滑预处理器件置于柔性基板上;
23.在所述结构超滑预处理器的刚性薄膜层上施加法向载荷,使所述结构超滑预处理器陷入所述柔性基板中,以使所述预制超滑片未被刚性薄膜层覆盖的区域产生塑形屈曲,被所述刚性薄膜层覆盖的区域保持水平状。
24.可选的,冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面包括:
25.将所述结构超滑预处理器件置于硬质基板的凹槽上;
26.在所述结构超滑预处理器的刚性薄膜层上施加法向载荷,使所述结构超滑预处理器陷入所述凹槽中,以使所述预制超滑片未被刚性薄膜层覆盖的区域产生塑形屈曲,被所述刚性薄膜层覆盖的区域保持水平状。
27.本技术所提供的一种边缘受压屈曲的结构超滑器件,包括超滑片,所述超滑片中二维材料的边缘向背离超滑面的方向屈曲,所述超滑面的接触面区域为水平面。
28.可见,本技术中的结构超滑器件包括超滑片,超滑片二维材料的边缘向背离超滑面的方向屈曲,即边缘部分抬起一定的高度,从而避免超滑片二维材料的边缘与基底之间接触,极大地降低超滑片与基底之间的摩擦力,避免产生磨损。同时,超滑片超滑面的接触区域为水平面,使得超滑片与基底的接触为面接触,而不是点接触,从而避免出现应力集中,可以稳定地承受更高的载荷,同时便于通过电信号控制超滑片的运动。
29.此外,本技术还提供一种具有上述优点的制备方法。
附图说明
30.为了更清楚的说明本技术实施例或现有技术的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
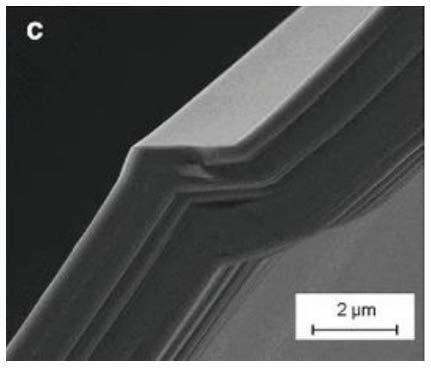
31.图1为二维材料屈曲后形态的扫描图;
32.图2为本技术实施例所提供的一种边缘受压屈曲的结构超滑器件的结构示意图;
33.图3为本技术实施例所提供的另一种边缘受压屈曲的结构超滑器件的结构示意图;
34.图4为本技术实施例所提供的一种边缘受压屈曲的结构超滑器件的俯视图;
35.图5和图6为本技术实施例所提供的不同形状的超滑片的俯视图;
36.图7为本技术实施例所提供的另一种边缘受压屈曲的结构超滑器件的结构示意图;
37.图8为本技术实施例所提供的一种边缘受压屈曲的结构超滑器件的制备方法的流程图;
38.图9至图15为本技术实施例所提供的结构超滑预处理器件的制备工艺的流程图;
39.图16和图17为本技术实施例所提供的一种对结构超滑预处理器件进行冲压的流
程图;
40.图18和图19为本技术实施例所提供的另一种对结构超滑预处理器件进行冲压的流程图;
41.图中,1.超滑片,2.刚性薄膜层,3.基底,4.光刻胶,5.柔性基板,6.硬质基板。
具体实施方式
42.为了使本技术领域的人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
43.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
44.正如背景技术部分所述,目前,结构超滑器件中的超滑片与基底相对运动时,超滑片下表面的边缘和基底之间存在界面化学键,该界面化学键导致了极低的摩擦力,从而使得结构超滑器件中存在极低的磨损。
45.二维材料由于独特的层状堆叠结构很容易发生屈曲,层与层之间位错形成稳定而规则的折角结构。这与普通的块体材料的弯曲有所不同,因此,本技术可以利用二维材料此性质稳定地制作出平直的转角而不会引入其他会影响其性能的变形。二维材料屈曲后形态可以参考图1。
46.有鉴于此,本技术提供了一种边缘受压屈曲的结构超滑器件,请参考图2至图4,包括:
47.超滑片1,所述超滑片1中二维材料的边缘向背离超滑面的方向屈曲,所述超滑面的接触面区域为水平面。
48.超滑片1的形状可以为正方形、长方形、六边形等任意形状;刚性薄膜层2的形状可以为正方形、长方形、六边形等任意形状,刚性薄膜层2只要保证可以将超滑片1的边缘区域露出即可。
49.需要指出的是,本技术中对超滑片1二维材料的边缘发生屈曲的数量不做限定。
50.如图2所示,在本技术的一个实施例中,所述超滑片1中二维材料的单侧边缘向背离超滑面的方向屈曲,即超滑片1中二维材料只有一侧边缘区域发生屈曲。
51.在本技术的另一实施例中,所述超滑片1中二维材料的多侧边缘均向背离超滑面的方向屈曲。如图3所示,超滑片1中二维材料的相对的两侧边缘均向背离超滑面的方向屈曲;或者,如图4所示,所述超滑片1的四周边缘均向背离超滑面的方向翘曲,或者,超滑片1中二维材料的三个或者更多个边缘均向背离超滑面的方向屈曲。当超滑片1相邻的边缘区域均屈曲时,为了消除相邻边缘均产生向上的屈曲时在交点处产生的不协调变形,可以将超滑片1相邻边缘的交点区域去除。例如,当超滑片1的形状为正方形,四条边缘均屈曲时,将正方形超滑片的四个顶点区域去除,得到呈十字形的超滑片,如图5所示。当超滑片1形状为五边形,五条边缘均屈曲时,将五个顶点区域去除后,超滑片1的示意图如图6所示。
52.需要说明的是,本技术中对超滑片1的结构也不做限定,可自行设置。例如,所述超
滑片1包括多层二维材料,或者超滑片1为单层二维材料的超滑片。
53.超滑片1可以为二维导体超滑片、二维半导体超滑片、二维绝缘超滑片,均在本技术的保护范围内。其中,二维导体超滑片的材料包括但不限于石墨、石墨烯、二硫化铌、二硫化钽,二维半导体超滑片的材料包括但不限于二硫化钼、二硒化钨、二硫化钨、黑磷,二维绝缘超滑片的材料包括但不限于六方氮化硼、云母。
54.本技术中的结构超滑器件包括超滑片,超滑片二维材料的边缘向背离超滑面的方向屈曲,即边缘部分抬起一定的高度,从而避免超滑片二维材料的边缘与基底之间接触,极大地降低超滑片与基底之间的摩擦力,避免产生磨损。同时,超滑片超滑面的接触区域为水平面,使得超滑片与基底的接触为面接触,而不是点接触,从而避免出现应力集中,可以稳定地承受更高的载荷,同时便于通过电信号控制超滑片的运动。
55.请参考图7,在上述任一实施例的基础上,在本技术的一个实施例中,结构超滑器件还包括:
56.设于所述超滑片1预设表面的刚性薄膜层2,所述预设表面与所述超滑面相背,且所述刚性薄膜层2在所述超滑面的投影位于所述接触面区域内。
57.需要说明的是,本技术中对刚性薄膜层2不做限定,只要能够保证超滑片1冲压时,与刚性薄膜层2对应的区域保持水平,未被刚性薄膜层2覆盖的区域向背离超滑面的方向屈曲即可。例如,刚性薄膜层2可以为金属层,也可以为陶瓷层等。所述刚性薄膜层2可以包括多层薄膜,或者刚性薄膜层2也可以为单层膜层。
58.所述刚性薄膜层2设于所述超滑片1预设表面的中间区域,可以使得屈曲边缘的大小相等。当然,刚性薄膜层2也可以在超滑片1偏向任意一侧。
59.在上述任一实施例的基础上,在本技术的一个实施例中,结构超滑器件还包括:
60.与所述超滑片1的所述超滑面接触的基底。
61.基底与超滑片1接触的表面也为超滑表面,由于超滑片1的边缘屈曲,被刚性薄膜层2覆盖的区域为水平面,超滑片1与基底之间为面接触。
62.基底的材料可以为石墨、hopg(highly oriented pyrolytic graphite,高定向热解石墨)、石墨烯、二硫化钼、铋、钼、云母中的任一种。
63.本技术还提供一种边缘受压屈曲的结构超滑器件的制备方法,请参考图8,包括:
64.步骤s101:获得包括预制超滑片的结构超滑预处理器件。
65.本步骤包括:
66.步骤s1011:在基底的预设表面沉积刚性薄膜层。
67.请参考图9,刚性薄膜层2位于基底3预设表面。
68.步骤s1012:刻蚀所述刚性薄膜层和所述基底,得到表面覆盖有所述刚性薄膜层的超滑岛。
69.请参考图10,在刚性薄膜层2的上表面沉积光刻胶4,并对光刻胶4进行曝光和显影,形成图形化掩膜;请参考图11,根据图形化掩膜刻蚀刚性薄膜层2和基底3,得到表面覆盖有刚性薄膜层2的超滑岛。
70.步骤s1013:去除所述超滑岛边缘对应的所述刚性薄膜。
71.请参考图12和图13,在刚性薄膜层2上表面除对应超滑岛边缘区域再次形成光刻胶4,并刻蚀去除未被光刻胶4覆盖的所述刚性薄膜层2,然后去胶。
72.步骤s1014:解离边缘区域未覆盖所述刚性薄膜层的超滑岛,得到包括刚性薄膜层和超滑片的结构超滑预处理器件。
73.当超滑片1只有一侧边缘区域未被刚性薄膜层2覆盖时,结构超滑预处理器件的结构示意图如图14所示;当超滑片1的相对的两侧边缘未被刚性薄膜层2覆盖时,结构超滑预处理器件的结构示意图如图15所示。
74.步骤s102:冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面,得到边缘受压屈曲的结构超滑器件。
75.冲压的方式可以有多种,本技术不做具体限定。
76.作为一种可实施方式,冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面包括:
77.将所述结构超滑预处理器件置于柔性基板上;
78.在所述结构超滑预处理器的刚性薄膜层上施加法向载荷,使所述结构超滑预处理器陷入所述柔性基板中,以使所述预制超滑片未被刚性薄膜层覆盖的区域产生塑形屈曲,被所述刚性薄膜层覆盖的区域保持水平状。
79.请参考图16和图17,将结构超滑预处理器件转移至pdms(polydimethylsiloxane,聚二甲基硅氧烷)等柔性基板5上,在刚性薄膜层上通过微探针等施加10~20mn的法向载荷使结构超滑预处理器件向下位移陷入基板中一段距离,此时边缘处没有刚度较大的刚性薄膜层2覆盖的超滑片1会向上产生塑形屈曲,被刚性薄膜层2覆盖的区域保持水平状,并在加载卸除后维持图示形状,从而得到结构超滑器件。
80.当超滑片的四周边缘均屈曲时,为了消除四周边缘均产生向上的屈曲时在顶点处产生的不协调变形,可以先将超滑片的顶点区域去除,并在中心区域沉积刚性薄膜层,得到结构超滑预处理器件,再转移至柔性基板上进行后续工艺,即可得到四周边缘均向上屈曲变形的结构超滑器件。
81.作为另一种可实施方式,冲压所述结构超滑预处理器件,以使所述预制超滑片二维材料的边缘向背离超滑面的方向屈曲,并使所述超滑面的接触面区域为水平面包括:
82.将所述结构超滑预处理器件置于硬质基板的凹槽上;
83.在所述结构超滑预处理器的刚性薄膜层上施加法向载荷,使所述结构超滑预处理器陷入所述凹槽中,以使所述预制超滑片未被刚性薄膜层覆盖的区域产生塑形屈曲,被所述刚性薄膜层覆盖的区域保持水平状。
84.请参考图18和图19,将结构超滑预处理器件放在硬质基板6(例如硅基板)上对应凹槽的区域,预制超滑片的面积大于凹槽的面积。再将结构超滑预处理器从凹槽中取出即可,相较于在柔性基板5上冲压,在凹槽中冲压更容易控制。
85.刚性薄膜层既可以去除,也可以保留,均在本技术的保护范围内。
86.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
87.以上对本技术所提供的边缘受压屈曲的结构超滑器件及其制备方法进行了详细
介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1