热压构件和热压用钢板以及热压构件的制造方法与流程
本发明涉及热压构件和热压用钢板以及热压构件的制造方法。特别是涉及在应用了锆系化学转化处理时的涂装后耐腐蚀性和电阻点焊性优良的热压构件和热压用钢板以及热压构件的制造方法。
背景技术:
1、近年来,在汽车领域中,原材钢板的高性能化和轻量化得到促进,具有防锈性的高强度热镀锌钢板或电镀锌钢板的使用增加。但是,多数情况下,伴随钢板的高强度化,其冲压成形性降低,因此难以得到复杂的部件形状。例如,在汽车用途中,需要防锈性,并且作为难成形部件,可以列举底盘等行走构件、b柱等骨架用结构构件。
2、从这样的背景出发,近年来,利用与冷压相比容易兼顾冲压成形性和高强度化的热压来制造汽车用部件快速增加,公开了解决热压技术的各课题的各种技术。
3、其中,zn-ni合金镀覆钢板由于镀层的熔点高,因此作为热压用钢板受到关注,提出了使用该钢板的热压构件及其制造方法。
4、例如,在专利文献1中公开了一种热压构件,其具有:α-fe(zn、ni)混晶;zn、ni和fe的金属间化合物;以及含有mn的层。
5、另外,在专利文献2中公开了一种热压构件,其具有:ni扩散区域、相当于γ相的金属间化合物层、以及zno层。
6、现有技术文献
7、专利文献
8、专利文献1:日本特表2013-503254号公报
9、专利文献2:日本特开2011-246801号公报
10、专利文献3:日本特开2004-323897公报
技术实现思路
1、发明所要解决的问题
2、但是,近年来,代替以往的磷酸锌系化学转化处理,锆系化学转化处理开始普及,也要求实施了该锆系化学转化处理后进行电沉积涂装的构件的涂装后耐腐蚀性。
3、专利文献1和专利文献2中公开的热压构件均是将zn-ni合金镀覆钢板进行加热而制造的热压构件,无涂装下的耐腐蚀性、应用了磷酸锌系化学转化处理的情况下的涂装后耐腐蚀性优良。但是,存在应用锆系化学转化处理的情况下的涂装后耐腐蚀性不充分的问题。
4、另一方面,电阻点焊性也是热压构件所要求的重要特性。如果将锌系镀覆钢板供于热压,则由于加热前的镀层中所含的zn在热压工序中被氧化,因此在表面生成以氧化锌作为主要成分的具有几μm厚度的氧化物被膜。氧化锌是半导体,但电阻率大,使电阻点焊性降低。因此,对于使用了锌系镀覆钢板的热压构件,如专利文献3中公开的那样,有时通过喷丸等除去氧化物被膜。但是,用于确保电阻点焊性的喷丸工序由于工时和成本增大,因此成为将锌系镀覆钢板应用于热压时的问题。
5、本发明是鉴于上述实际情况而完成的,目的在于提供涂装后耐腐蚀性和电阻点焊性优良的热压构件及其制造方法。另外,目的在于提供适合于涂装后耐腐蚀性和电阻点焊性优良的热压构件的热压用钢板。
6、用于解决问题的方法
7、本发明人为了解决上述课题进行了深入研究,得出以下见解。
8、(1)为了提高热压构件的涂装后耐腐蚀性,将热压构件的主要评价外观腐蚀的面的zn附着量设为5~35g/m2、将zn镀层表面的平均线粗糙度ra设为2.5μm以下是有效的。此外,为了提高热压构件的电阻点焊性,将热压构件的主要成为电阻点焊的接合面的面的zn镀层表面的平均线粗糙度ra设为3.5μm以上是有效的。
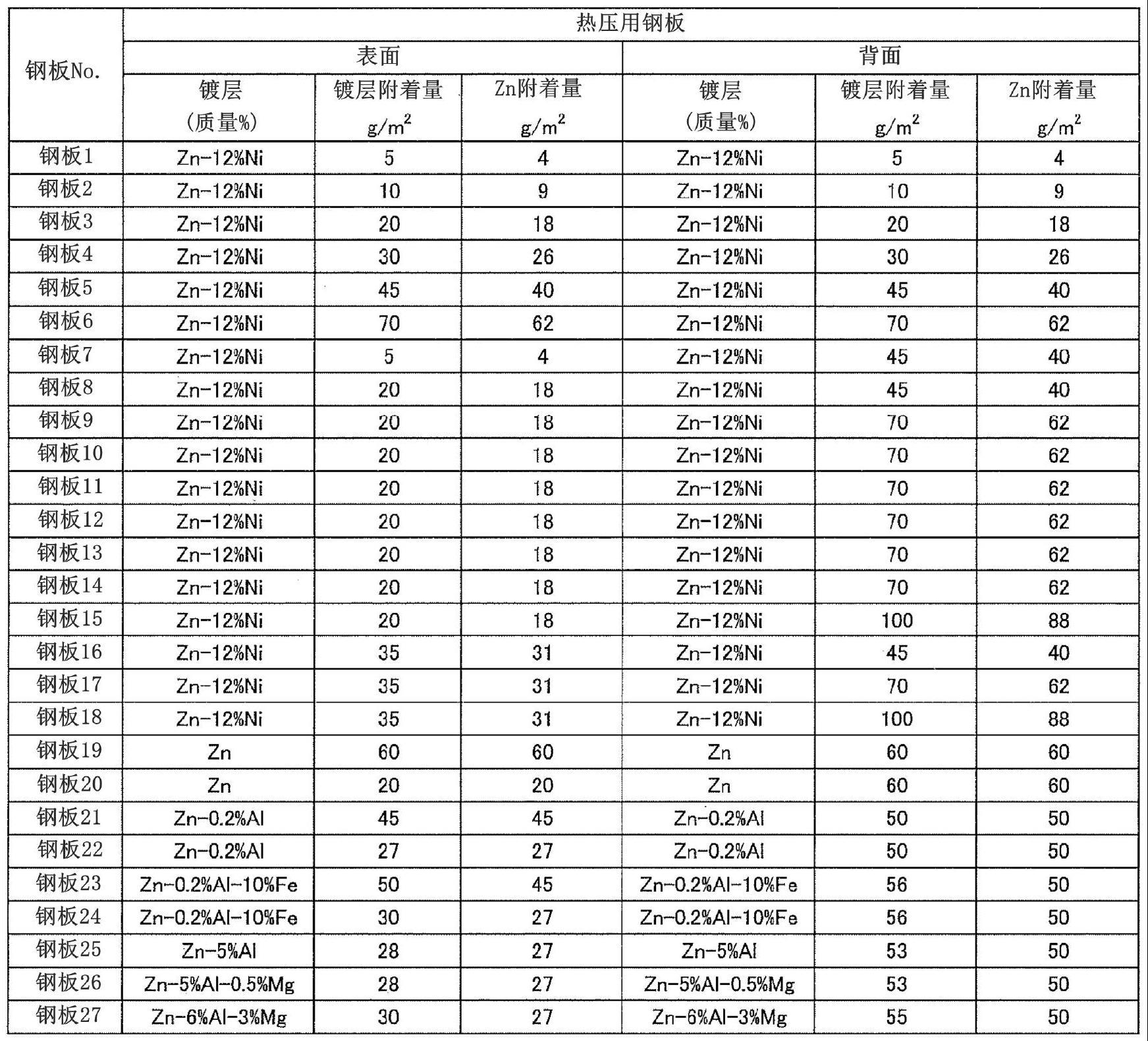
9、(2)通过对具有一个面的zn附着量为5~35g/m2、另一个面的zn附着量为40~120g/m2的zn系镀层的热压用钢板进行热压,可以得到涂装后耐腐蚀性和电阻点焊性优良的热压构件。
10、本发明是基于上述见解而完成的,其特征如下所述。
11、[1]一种热压构件,其是在钢板的两面具备zn系镀层的热压构件,其中,
12、钢板的一个面的zn系镀层的zn附着量为5~35g/m2,
13、并且zn系镀层表面的平均线粗糙度ra为2.5μm以下,
14、钢板的另一个面的zn系镀层表面的平均线粗糙度ra为3.5μm以上。
15、[2]一种热压用钢板,其是在钢板的两面具备zn系镀层的热压用钢板,其中,
16、钢板的一个面的zn系镀层的zn附着量为5~35g/m2,
17、钢板的另一个面的zn系镀层的zn附着量为40~120g/m2。
18、[3]一种热压构件的制造方法,其中,将热压用钢板在5秒以上且600秒以下的时间内从室温升温到ac3相变点~1000℃的温度范围,进而在ac3相变点~1000℃的温度范围内保持300秒以下的时间,然后进行热压,所述热压用钢板在钢板的两面具备zn系镀层,钢板的一个面的zn系镀层的zn附着量为5~35g/m2,钢板的另一个面的zn系镀层的zn附着量为40~120g/m2。
19、发明效果
20、根据本发明,能够得到涂装后耐腐蚀性和电阻点焊性优良的热压构件。另外,本发明的热压用钢板适合于涂装后耐腐蚀性和电阻点焊性优良的热压构件。
技术特征:
1.一种热压构件,其是在钢板的两面具备zn系镀层的热压构件,其中,
2.一种热压用钢板,其是在钢板的两面具备zn系镀层的热压用钢板,其中,
3.一种热压构件的制造方法,其中,
技术总结
本发明的目的在于提供涂装后耐腐蚀性和电阻点焊性优良的热压构件及其制造方法。另外,本发明的目的在于提供适合于涂装后耐腐蚀性和电阻点焊性优良的热压构件的热压用钢板。一种热压构件,其是在钢板的两面具备Zn系镀层的热压构件,其中,钢板的一个面的Zn系镀层的Zn附着量为5~35g/m2,并且Zn系镀层表面的平均线粗糙度Ra为2.5μm以下,钢板的另一个面的Zn系镀层表面的平均线粗糙度Ra为3.5μm以上。
技术研发人员:佐藤林太,田中稔,水野大辅,西池辽人
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!