一种焦磷酸盐镀铜方法与流程
本发明涉及一种焦磷酸盐镀铜方法,属于齿轮箱制作。
背景技术:
1、焦磷酸盐镀铜是国内应用比较广泛的工艺之一,它的主要特点是渡液比较稳定,易于控制,电流效率较高,均镀能力和深镀能力较好,镀层结晶细致,并能获得较厚的镀层。中国专利(cn101684564a)公开了一种在钢铁件上直接焦磷酸盐镀铜的方法,先采用用超低浓度焦磷酸铜电解液电解处理钢铁件,活化和保护其表面,然后采用焦磷酸盐镀铜溶液直接镀铜。虽然该种方法能够获得结合力良好的镀铜层,但在钢铁零件上镀铜时,需要预镀或预处理,以改善镀层和基体的结合能力,渡液成本高。
2、同时大多焦磷酸盐镀铜工艺常用温度为30~55℃,如中国专利(cn 105483783 a)公开了一种铝合金轮载电镀恪方法,其电镀温度约45~55℃,因此需配置加热装置,其费用较高,也不利于维护保养。
技术实现思路
1、本发明是提供一种焦磷酸盐镀铜方法,省略了预镀铜步骤并可在常温下进行钢铁零件的镀铜。
2、为达到上述目的,本发明所采用的技术方案是:一种焦磷酸盐镀铜方法,包括以下步骤:对完成预处理的零件在室温下,按照预设条件进行镀铜;所述镀铜的镀液包括以下组分:15~20g/l焦磷酸铜,280~320g/l焦磷酸钾,50~60g/l磷酸氢二钠,30~40g/l柠檬酸铵,5~10g/l硝酸铵。
3、优选地,所述镀铜的预设条件为:常温电镀4h,ph值8-9;阴极电流密度0.1~1a·dm-2,,阴极移动速度为10~25次/min。
4、优选地,所述镀铜的镀液包括以下组分:15g/l焦磷酸铜,300g/l焦磷酸钾,60g/l磷酸氢二钠,37g/l柠檬酸铵,10g/l硝酸铵。
5、优选地,所述镀铜的镀液包括以下组分:20g/l焦磷酸铜,280g/l焦磷酸钾,50g/l磷酸氢二钠,40g/l柠檬酸铵,5g/l硝酸铵。
6、优选地,所述镀铜的镀液包括以下组分:18g/l焦磷酸铜,320g/l焦磷酸钾,55g/l磷酸氢二钠,30g/l柠檬酸铵,6g/l硝酸铵。
7、优选地,所述预处理包括对零件进行检查、浸泡并清洗;所述检查具体为检查零件的外观有无磕碰划伤及锈蚀;采用无磷清洗粉对符合检查标准的零件进行浸泡,并采用自来水对浸泡后的零件进行清洗。
8、优选地,零件完成所述预处理后,在室温下采用15-35%的hcl对完成预处理的零件酸洗1-3min。
9、优选地,对镀铜完成的零件进行钝化处理并清洗烘干。
10、优选地,所述钝化处理具体包括以下步骤:将完成镀铜的零件浸入钝化槽中并抖动零件,浸渍30~60min;所述钝化液为80~100g/l铬酐;钝化完成后80~100℃烘箱烘干。
11、一种联轴节摩擦片,采用上述方法制备得到。
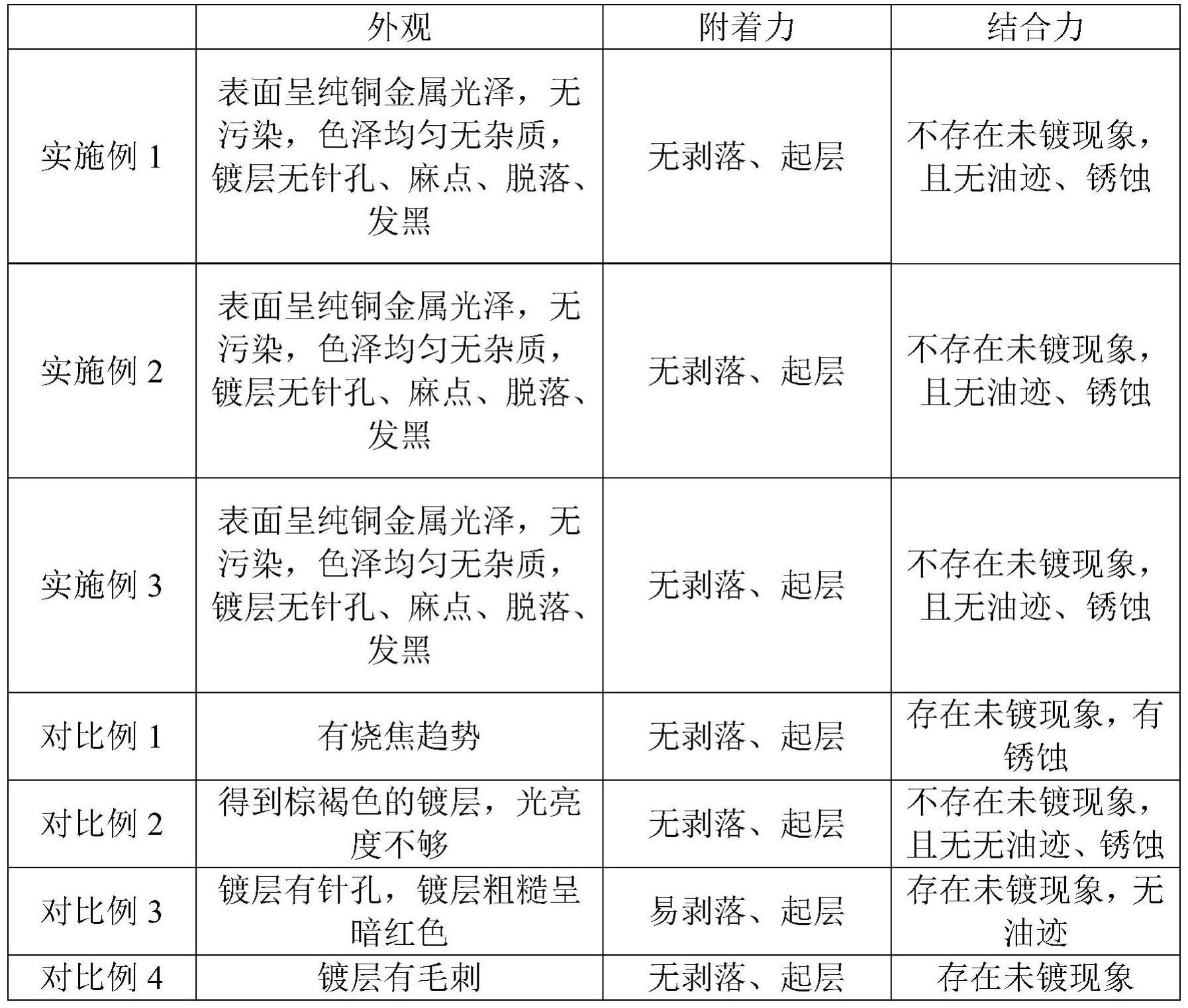
12、本发明的渡液成分简单、价格便宜、渡液稳定易于控制,在无需加热的状态下,无需预镀或预处理,即可得到结晶细致、结合力良好的镀铜层。本发明的渡液具有稳定性较高、电流效率高、分散能力和覆盖能力好的特点。
技术特征:
1.一种焦磷酸盐镀铜方法,其特征在于,包括以下步骤:
2.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于,所述镀铜的预设条件为:常温电镀4h,ph值8-9;阴极电流密度0.1~1a·dm-2,,阴极移动速度为10~25次/min。
3.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于:所述镀铜的镀液包括以下组分:15g/l焦磷酸铜,300g/ l焦磷酸钾,60g/ l磷酸氢二钠,37 g/ l柠檬酸铵,10 g/ l硝酸铵。
4.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于,所述镀铜的镀液包括以下组分:20g/l焦磷酸铜,280g/ l焦磷酸钾,50g/ l磷酸氢二钠,40 g/ l柠檬酸铵,5 g/ l硝酸铵。
5.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于:所述镀铜的镀液包括以下组分:18g/l焦磷酸铜,320g/ l焦磷酸钾,55g/ l磷酸氢二钠,30 g/ l柠檬酸铵,6 g/ l硝酸铵。
6.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于:所述预处理包括对零件进行检查、浸泡并清洗;
7.根据权利要求1或6所述焦磷酸盐镀铜方法,其特征在于:零件完成所述预处理后,在室温下采用15-35%的hcl对完成预处理的零件酸洗1-3min。
8.根据权利要求1所述焦磷酸盐镀铜方法,其特征在于:对镀铜完成的零件进行钝化处理并清洗烘干。
9.根据权利要求8所述焦磷酸盐镀铜方法,其特征在于,所述钝化处理具体包括以下步骤:将完成镀铜的零件浸入钝化槽中并抖动零件,浸渍30~60min;所述钝化液为80~100g/l铬酐;钝化完成后80~100℃烘箱烘干。
10.一种联轴节摩擦片,其特征在于:采用权利要求1至9任意一项所述方法制备得到。
技术总结
本发明公开了一种焦磷酸盐镀铜方法,包括以下步骤:对完成预处理的零件在室温下,按照预设条件进行镀铜;所述镀铜的镀液包括以下组分:15~20g/L焦磷酸铜,280~320g/L焦磷酸钾,50~60g/L磷酸氢二钠,30~40 g/L柠檬酸铵,5~10 g/L硝酸铵。本发明的渡液成分简单、价格便宜、渡液稳定易于控制,在无需加热的状态下,无需预镀或预处理,即可得到结晶细致、结合力良好的镀铜层。本发明的渡液具有稳定性较高、电流效率高、分散能力和覆盖能力好的特点。
技术研发人员:赵芸,侯艳玲,李晓雪,唐治恒,胡昭南
受保护的技术使用者:重庆齿轮箱有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!