一种汽车配件钢带收卷用智能驱动控制电镀系统及方法与流程
本发明涉及钢带电镀控制工艺,尤其涉及一种汽车配件钢带收卷用智能驱动控制电镀系统及方法。
背景技术:
1、传统的汽车行业收卷设备中,所能制造出的钢带表面电镀均匀厚度不能保证一致,影响后续加工,而且钢带收卷时的恒张力不能精准控制,钢卷收卷不能保证整齐、紧凑。同时现有工艺制造效率较低,需要较长时间进行生产和组装,降低了整个汽车制造过程的效率,且汽车行业收卷设备的能耗较高,需要消耗大量的电力和其它资源,增加了生产成本。
技术实现思路
1、本发明要解决的技术问题在于,针对现有技术的不足,提供一种能实现钢带收卷张力和速度的精准控制,有利于钢带卷整齐、紧凑,可提高汽车配件制造效率和品质的汽车配件钢带收卷用智能驱动控制电镀系统及方法。
2、为解决上述技术问题,本发明采用如下技术方案。
3、一种汽车配件钢带收卷用智能驱动控制电镀系统,其包括有plc控制器和电机,所述电机用于输出收卷钢带的驱动力,所述plc控制器通过恒速度控制模式或恒转矩控制模式控制所述电机运转;所述恒速度控制模式包括:所述plc控制器实时获取钢带收卷速度,根据收卷速度控制所述电机的运转速度,进而控制钢带收卷速度恒定;所述恒转矩控制模式包括:所述plc控制器获取所述电机的实时转速数据,根据实时转速数据调整电机运动状态,以令所述电机输出力矩稳定。
4、优选地,包括有钢带辊轴编码器,所述钢带辊轴编码器用于实时采集钢带收卷速度数据并反馈回所述plc控制器。
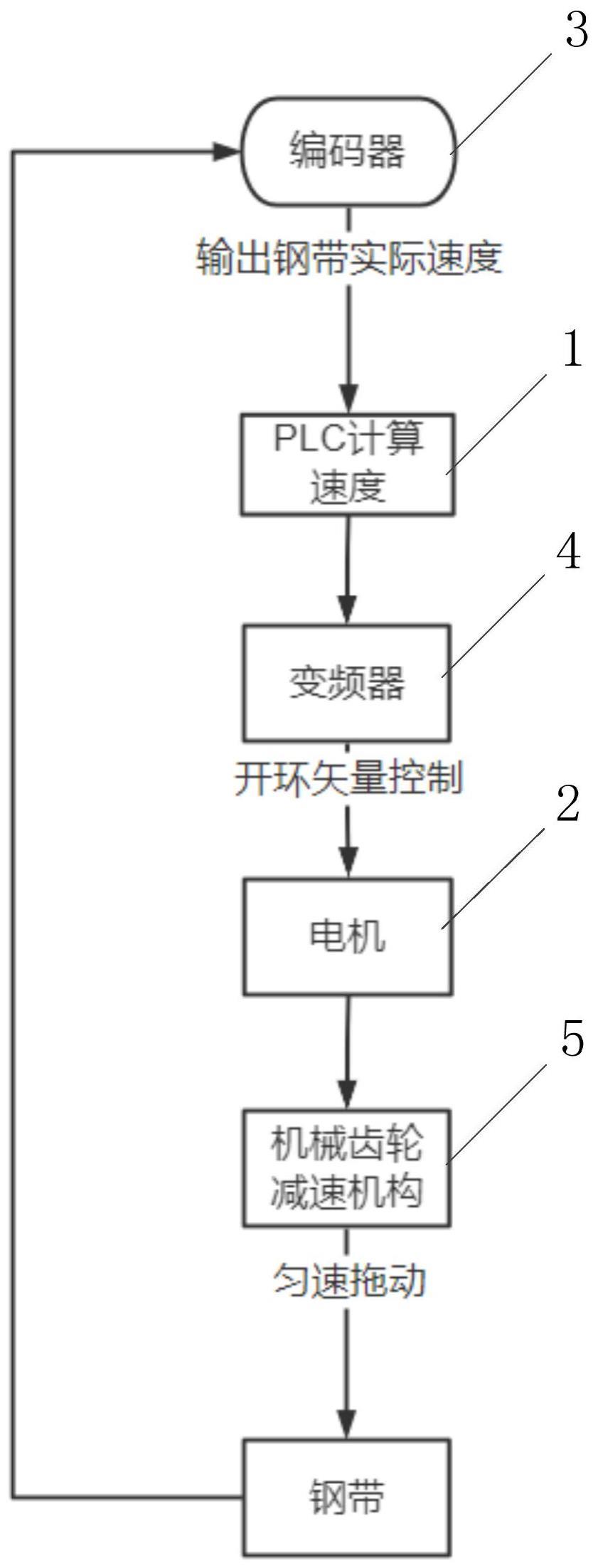
5、优选地,包括有变频器,所述变频器连接于所述plc控制器与所述电机之间,所述plc控制器用于向所述变频器发送控制指令,所述恒速度控制模式下,所述变频器以开环矢量控制方式调整所述电机的运转速度。
6、优选地,包括有机械齿轮减速机构,所述机械齿轮减速机构传动连接于所述电机与钢带辊轴之间。
7、优选地,所述电机包括有尾端编码器,所述尾端编码器用于实时采集所述电机的运转速度数据并反馈回所述plc控制器。
8、优选地,包括有变频器,所述变频器连接于所述plc控制器与所述电机之间,所述plc控制器用于向所述变频器发送控制指令,所述恒转矩控制模式下,所述变频器以闭环矢量力矩方式控制所述电机的运转速度。
9、一种汽车配件钢带收卷用智能驱动控制电镀方法,该方法基于一系统实现,所述系统包括有plc控制器和电机,所述电机用于输出收卷钢带的驱动力,所述方法包括:恒速度控制模式:所述plc控制器实时获取钢带收卷速度,根据收卷速度控制所述电机的运转速度,进而控制钢带收卷速度恒定;恒转矩控制模式:所述plc控制器获取所述电机的实时转速数据,根据实时转速数据调整电机运动状态,以令所述电机输出力矩稳定。
10、优选地,包括有变频器,所述变频器连接于所述plc控制器与所述电机之间,所述恒速度控制模式中,所述plc控制器向所述变频器发送控制指令,所述变频器以开环矢量控制方式调整所述电机的运转速度。
11、优选地,包括有变频器,所述变频器连接于所述plc控制器与所述电机之间,所述plc控制器用于向所述变频器发送控制指令,所述恒转矩控制模式中,所述变频器以闭环矢量力矩方式控制所述电机的运转速度。
12、本发明公开的汽车配件钢带收卷用智能驱动控制电镀系统中,所涉及的控制方法包含恒速度控制模式和恒转矩控制模式,在恒速度控制模式下,所述plc控制器实时获取钢带收卷速度,根据收卷速度控制所述电机的运转速度,进而控制钢带收卷速度恒定,在恒转矩控制模式下,所述plc控制器获取所述电机的实时转速数据,根据实时转速数据调整电机运动状态,以令所述电机输出力矩稳定,两种控制模式可根据用户需要灵活选择,而且基于恒速度和恒转矩控制,能使钢带表面在镀铜时的卷绕速度稳定,保证表面电镀均匀、厚度一致,为后续加工提供可靠的质量保证,同时在本发明控制模式下,能保证钢带卷绕时收成圆柱状,通过恒定的张力控制,还能保证层与层紧密贴合,整体收卷整齐。
技术特征:
1.一种汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,包括有plc控制器(1)和电机(2),所述电机(2)用于输出收卷钢带的驱动力,所述plc控制器(1)通过恒速度控制模式或恒转矩控制模式控制所述电机(2)运转;
2.如权利要求1所述的汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,包括有钢带辊轴编码器(3),所述钢带辊轴编码器(3)用于实时采集钢带收卷速度数据并反馈回所述plc控制器(1)。
3.如权利要求2所述的汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,包括有变频器(4),所述变频器(4)连接于所述plc控制器(1)与所述电机(2)之间,所述plc控制器(1)用于向所述变频器(4)发送控制指令,所述恒速度控制模式下,所述变频器(4)以开环矢量控制方式调整所述电机(2)的运转速度。
4.如权利要求3所述的汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,包括有机械齿轮减速机构(5),所述机械齿轮减速机构(5)传动连接于所述电机(2)与钢带辊轴之间。
5.如权利要求1所述的汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,所述电机(2)包括有尾端编码器(6),所述尾端编码器(6)用于实时采集所述电机(2)的运转速度数据并反馈回所述plc控制器(1)。
6.如权利要求5所述的汽车配件钢带收卷用智能驱动控制电镀系统,其特征在于,包括有变频器(4),所述变频器(4)连接于所述plc控制器(1)与所述电机(2)之间,所述plc控制器(1)用于向所述变频器(4)发送控制指令,所述恒转矩控制模式下,所述变频器(4)以闭环矢量力矩方式控制所述电机(2)的运转速度。
7.一种汽车配件钢带收卷用智能驱动控制电镀方法,其特征在于,该方法基于一系统实现,所述系统包括有plc控制器(1)和电机(2),所述电机(2)用于输出收卷钢带的驱动力,所述方法包括:
8.如权利要求7所述的汽车配件钢带收卷用智能驱动控制电镀方法,其特征在于,包括有变频器(4),所述变频器(4)连接于所述plc控制器(1)与所述电机(2)之间,所述恒速度控制模式中,所述plc控制器(1)向所述变频器(4)发送控制指令,所述变频器(4)以开环矢量控制方式调整所述电机(2)的运转速度。
9.如权利要求7所述的汽车配件钢带收卷用智能驱动控制电镀方法,其特征在于,包括有变频器(4),所述变频器(4)连接于所述plc控制器(1)与所述电机(2)之间,所述plc控制器(1)用于向所述变频器(4)发送控制指令,所述恒转矩控制模式中,所述变频器(4)以闭环矢量力矩方式控制所述电机(2)的运转速度。
技术总结
本发明公开了一种汽车配件钢带收卷用智能驱动控制电镀系统及方法,其包括有PLC控制器和电机,所述电机用于输出收卷钢带的驱动力,所述PLC控制器通过恒速度控制模式或恒转矩控制模式控制所述电机运转;所述恒速度控制模式包括:所述PLC控制器实时获取钢带收卷速度,根据收卷速度控制所述电机的运转速度,进而控制钢带收卷速度恒定;所述恒转矩控制模式包括:所述PLC控制器获取所述电机的实时转速数据,根据实时转速数据调整电机运动状态,以令所述电机输出力矩稳定。本发明能实现钢带收卷张力和速度的精准控制,有利于钢带卷整齐、紧凑,可提高汽车配件制造效率和品质。
技术研发人员:范道昌,邹先长
受保护的技术使用者:俊杰机械(广东)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!