多种镀层零件的电镀方法与流程
本发明属于金属表面处理,涉及一种多种镀层零件的电镀方法。
背景技术:
1、在金属表面处理技术加工领域,由于产品功能复杂化和环境使用要求的多样化,对产品表面处理提出了更高的设计和质量要求,也使工艺技术保障难度大大提高,从简单的一个零件上单一状态表面处理(单一电镀层)要求也发展出了复杂的多状态表面处理(多种电镀层同时存在)的需求,而且产品结构的复杂化也使电镀工序的处理变得更加复杂,从而增大了电镀工序加工的难度。
2、常规的电镀工件在局部电镀处理时主要采用手工缠胶带或浸胶等方式进行局部区域保护和屏蔽,由于手工操作处理方式容易出现零件表面保护不完全和超出电镀范围现象,严重影响了产品电镀表面质量一致性和外观美观要求。这就需要采用一定的工艺方法或设计出有效实用的工装进行保护。
技术实现思路
1、有鉴于此,本发明的目的在于解决多种镀层零件电镀的区域保护问题,提供一种多种镀层零件的电镀方法。
2、为达到上述目的,本发明提供如下技术方案:
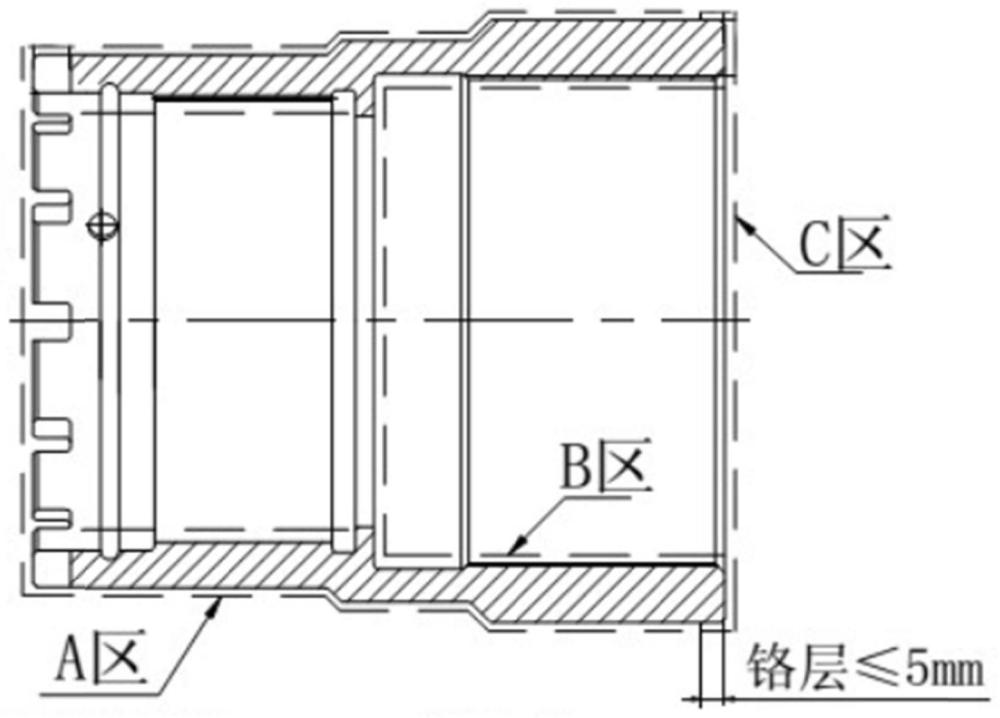
3、一种多种镀层零件的电镀方法,该零件上设有a、b、c三个区域的不同镀层,a区域为零件外圆与除螺纹外的内孔表面,b区域为零件内螺纹表面,c区域为零件靠近螺纹的端面,a区域电镀镉,b区域电镀银,c区域电镀铬;采用分级电镀方式进行电镀:
4、第一步,用工装隔离屏蔽b区域和c区域,只暴露a区域,将a区域进行表面处理电镀镉;
5、第二步,用工装隔离屏蔽a区域和c区域,只暴露b区域,将b区域进行表面处理电镀银;
6、第三步,用工装隔离屏蔽a区域和b区域,只暴露c区域,将c区域进行表面处理电镀铬。
7、进一步,分级电镀过程中,每一步分别采用独立的工装进行区域隔离屏蔽。
8、进一步,第一步中的工装包括吊装螺钉、内螺纹屏蔽工装,所述吊装螺钉设于内螺纹屏蔽工装的一端,用于吊装;所述内螺纹屏蔽工装与零件的内螺纹螺纹连接,通过螺纹配合隔离零件的b区域,防止b区域暴露于电镀液中;内螺纹屏蔽工装的一端设有端面屏蔽槽,零件的c区域位于端面屏蔽槽内,通过端面屏蔽槽将c区域与电镀液隔离。
9、进一步,第二步中的工装包括吊装螺钉、屏蔽盖、屏蔽套、内孔屏蔽工装;吊装螺钉与内孔屏蔽工装连接,用于吊装;屏蔽套一端通过螺纹与屏蔽盖连接,另一端通过螺纹与内孔屏蔽工装连接,屏蔽盖与屏蔽套整体套装于零件外圆上,内孔屏蔽工装伸入零件的内孔中,与零件内孔过盈配合,屏蔽盖、屏蔽套、内孔屏蔽工装通过组合连接将a区域和c区域与电镀液隔离。
10、进一步,第三步中的工装包括吊装螺钉、内螺纹屏蔽工装、表面屏蔽工装,吊装螺钉连接于内螺纹屏蔽工装的一端,内螺纹屏蔽工装与零件的内螺纹通过螺纹连接;表面屏蔽工装套装于零件上,并通过连接螺钉与内螺纹屏蔽工装连接,通过内螺纹屏蔽工装、表面屏蔽工装组合连接将a区域和b区域与电镀液隔离。
11、进一步,a区域表面镀镉厚度为3μm,b区域表面镀银厚度为3μm,c区域表面镀铬厚度为40μm。
12、进一步,分级电镀中的工装采用pvc塑料或聚四氟乙烯或尼龙制成。
13、本发明的有益效果在于:
14、1、本发明采用分级电镀方式进行电镀,每加工完一种镀层后,利用屏蔽原理,在保证零件电镀前各尺寸加工精度和加工质量合格的前提下,电镀前对不需要进行表面处理电镀的位置采用辅助工装进行屏蔽保护,减少手工缠胶带或浸胶等方式,减少因零件结构复杂以手工方式屏蔽加工效率低的问题,同时减少了电镀质量损失率。
15、2、通过增加辅助工装后,可有效降低防护难度,加快生产周期,减少加工不良率,有效解决复杂零件同一零件表面多种镀层可以同时保证的问题,以及局部镀层合格率低的问题,有效提高表面处理产品的批量加工质量。
16、3、每步所需工装成本低、材料易于采购加工,使用简单,效率高,可重复使用。
17、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种多种镀层零件的电镀方法,其特征在于:该零件上设有a、b、c三个区域的不同镀层,a区域为零件外圆与除螺纹外的内孔表面,b区域为零件内螺纹表面,c区域为零件靠近螺纹的端面,a区域电镀镉,b区域电镀银,c区域电镀铬;采用分级电镀方式进行电镀:
2.根据权利要求1所述的多种镀层零件的电镀方法,其特征在于:分级电镀过程中,每一步分别采用独立的工装进行区域隔离屏蔽。
3.根据权利要求2所述的多种镀层零件的电镀方法,其特征在于:第一步中的工装包括吊装螺钉、内螺纹屏蔽工装,所述吊装螺钉设于内螺纹屏蔽工装的一端,用于吊装;所述内螺纹屏蔽工装与零件的内螺纹螺纹连接,通过螺纹配合隔离零件的b区域,防止b区域暴露于电镀液中;内螺纹屏蔽工装的一端设有端面屏蔽槽,零件的c区域位于端面屏蔽槽内,通过端面屏蔽槽将c区域与电镀液隔离。
4.根据权利要求2所述的多种镀层零件的电镀方法,其特征在于:第二步中的工装包括吊装螺钉、屏蔽盖、屏蔽套、内孔屏蔽工装;吊装螺钉与内孔屏蔽工装连接,用于吊装;屏蔽套一端通过螺纹与屏蔽盖连接,另一端通过螺纹与内孔屏蔽工装连接,屏蔽盖与屏蔽套整体套装于零件外圆上,内孔屏蔽工装伸入零件的内孔中,与零件内孔过盈配合,屏蔽盖、屏蔽套、内孔屏蔽工装通过组合连接将a区域和c区域与电镀液隔离。
5.根据权利要求2所述的多种镀层零件的电镀方法,其特征在于:第三步中的工装包括吊装螺钉、内螺纹屏蔽工装、表面屏蔽工装,吊装螺钉连接于内螺纹屏蔽工装的一端,内螺纹屏蔽工装与零件的内螺纹通过螺纹连接;表面屏蔽工装套装于零件上,并通过连接螺钉与内螺纹屏蔽工装连接,通过内螺纹屏蔽工装、表面屏蔽工装组合连接将a区域和b区域与电镀液隔离。
6.根据权利要求1所述的多种镀层零件的电镀方法,其特征在于:a区域表面镀镉厚度为3μm,b区域表面镀银厚度为3μm,c区域表面镀铬厚度为40μm。
7.根据权利要求1所述的多种镀层零件的电镀方法,其特征在于:分级电镀中的工装采用pvc塑料或聚四氟乙烯或尼龙制成。
技术总结
本发明属于金属表面处理技术领域,涉及一种多种镀层零件的电镀方法,该零件上设有A、B、C三个区域的不同镀层,A区域为零件外圆与除螺纹外的内孔表面,B区域为零件内螺纹表面,C区域为零件靠近螺纹的端面,A区域电镀镉,B区域电镀银,C区域电镀铬;采用分级电镀方式进行电镀.本发明采用分级电镀方式进行电镀,每加工完一种镀层后,利用屏蔽原理,在保证零件电镀前各尺寸加工精度和加工质量合格的前提下,电镀前对不需要进行表面处理电镀的位置采用辅助工装进行屏蔽保护,减少手工缠胶带或浸胶等方式,减少因零件结构复杂以手工方式屏蔽加工效率低的问题,同时减少了电镀质量损失率。
技术研发人员:李炜斌,邓家琦,段瑞
受保护的技术使用者:重庆清平机械有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!