一种钢铁件镀金的镀层结构的制作方法
本技术属于金属电镀领域,具体涉及一种钢铁件镀金的镀层结构。
背景技术:
1、酸性镀金工艺制备的镀金层具有华贵而优雅的外观,其色泽高于23k,颜色稳定在3n色左右,镀层光亮且耐磨性高,广泛用作高端装饰品以及一些电子产品的镀层。
2、钢铁件镀金的传统工艺通常为:氰化镀铜、焦磷酸盐镀铜、镀酸铜、镀光亮镍、镀金。
3、氰化物的使用在我国已经受到越来越严格的管控,为此,业界开发了用瓦特镀镍工艺在钢铁件上制备预镀镍层的新工艺,但这种工艺的生产成本较高。另外,在预镀镍层上进行焦磷酸盐镀铜或镀酸铜都存在结合力不高的技术缺陷。
4、业界开发能代替氰化预镀铜的无氰镀铜工艺几十年,但据文献报道,所开发工艺仍不能达到氰化预镀铜工艺的效果[1],主要表现为镀层结合力还不够高。因此,目前用无氰镀铜工艺取代氰化镀铜还存在一定的困难,不少电镀企业仍在使用氰化镀铜工艺在钢铁件上制备预镀铜层。
5、由于氰化物剧毒,完全淘汰氰化镀铜已势在必行。聚合硫氰酸盐镀铜工艺是最新开发的一种无氰镀铜工艺,用聚合硫氰酸亚铜作主盐,用聚合硫氰酸钠作配位剂,其工艺性能接近氰化镀铜,但不存在氰化物的高污染问题。
6、参考文献:[1].秦足足,李建三,徐金来,国内外无氰镀铜工艺研究进展[j],电镀与涂饰,2015,34(3):149-152。
技术实现思路
1、为了解决钢铁件镀金用高毒性氰化镀铜制备预镀铜层的问题,本实用新型提供了一种钢铁件镀金的镀层结构。为了达到上述目的本实用新型采用如下技术方案:
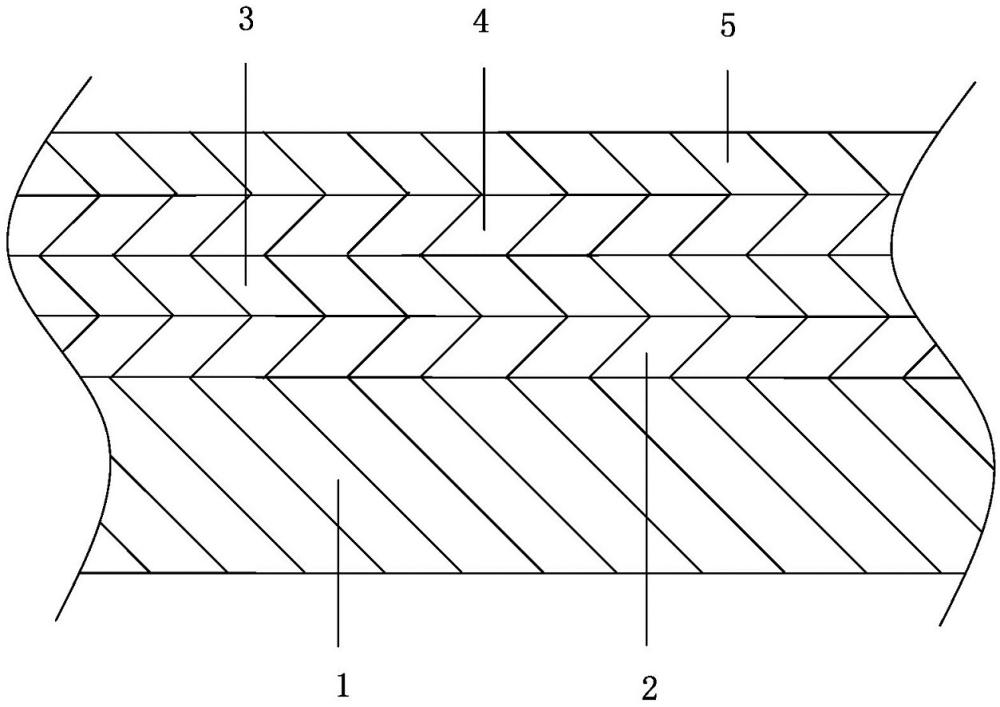
2、一种钢铁件镀金的镀层结构,包括钢铁基体、和在所述钢铁基体上从内到外依次制备的无氰预镀铜层、酸铜镀层、光亮镍镀层、及镀金层;
3、所述无氰预镀铜层是采用聚合硫氰酸盐镀铜工艺制备的;
4、所述无氰预镀铜层的厚度为0.2~2μm。
5、优选的,所述酸铜镀层的厚度为8~18μm。
6、优选的,所述光亮镍镀层的厚度为3~10μm。
7、优选的,所述镀金层的厚度为0.1~1.2μm。
8、与现有技术相比,本实用新型具有以下有益效果:
9、1、本实用新型公开的钢铁件镀金的镀层结构,采用聚合硫氰酸盐镀铜工艺代替传统的氰化镀铜工艺制备预镀铜层,克服了使用氰化物存在高污染的问题;
10、2、本实用新型公开的钢铁件镀金的镀层结构,镀层与基体之间的结合力满足gb/t5270-2005标准的要求。
技术特征:
1.一种钢铁件镀金的镀层结构,其特征在于:包括钢铁基体、和在所述钢铁基体上从内到外依次制备的无氰预镀铜层、酸铜镀层、光亮镍镀层、及镀金层;
2.如权利要求1所述的一种钢铁件镀金的镀层结构,其特征在于:所述酸铜镀层的厚度为8~18μm。
3.如权利要求1所述的一种钢铁件镀金的镀层结构,其特征在于:所述光亮镍镀层的厚度为3~10μm。
4.如权利要求1所述的一种钢铁件镀金的镀层结构,其特征在于:所述镀金层的厚度为0.1~1.2μm。
技术总结
本技术公开了一种钢铁件镀金的镀层结构,包括钢铁基体、和在所述钢铁基体上从内到外依次制备的无氰预镀铜层、酸铜镀层、光亮镍镀层、镀金层。本技术公开的镀金层结构,制备工艺环保。按照GB/T 5270‑2005《金属基体上的金属覆盖层 电沉积和化学沉积层 附着强度试验方法评述》以热震试验法测定镀层结合力,其结合力满足标准要求。按照GB/T 10125‑2021《人造气氛腐蚀试验 盐雾试验》进行中性盐雾试验144小时,镀件表面无腐蚀物生成,镀层具有良好的耐蚀性。
技术研发人员:郭崇武,赖奂汶,黎小阳,冯绿霞
受保护的技术使用者:广州超邦化工有限公司
技术研发日:20230703
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!