具有角焊缝包层的油管件及生产油管件的方法与流程
本公开涉及用于油气井中的真空隔热油管领域。本公开进一步涉及用于真空隔热油管的角焊缝包层以及制造这种角焊缝包层的方法。特别是,本公开涉及用于高压高温条件的真空隔热油管。
背景技术:
1、在油气井领域中,环形压力积聚增加了井筒套管环空中的压力。它是由圈闭井筒流体在生产过程中在井筒中被加热时的热膨胀所产生的压力。也使用其他术语如“圈闭环空压力”和“环形流体膨胀”来描述这种情况的发生。因此,用于开采油气的套管要承受极端的压力和温度条件。套管可能在压力下塌陷并导致井损失。
2、真空隔热油管是一种已知的用于此类井的装置,用以减轻环形压力积聚。参照图1,其示出现有技术的真空隔热油管1。
3、真空隔热油管是放置在井中的油管件,并与生产油管相连,以使如油气的生产流体流经过油管件。真空隔热油管1在真空隔热油管1的内管3和外管4之间具有真空空间2,以改善内管内部和外管4外部之间的隔热性。真空空间2利用内管3和外管4的端部之间的角焊缝5形成。
4、然而,在一些高压高温井中,井的压力可能如此大以至于没有已知的真空隔热油管能满足有足够强度的设计要求。此外,现有的真空隔热油管的内管和外管之间的角焊缝非常容易被腐蚀,例如,油或h2s就具有高度腐蚀性。这种损坏是非常成问题的,因为它可能导致在油管的内管和外管之间的空间中失去真空。曾尝试过在角焊缝上施加高速氧气燃料涂层以保护角焊缝不受腐蚀——尽管这种解决方案并不符合对于高压高温井的设计要求。也曾尝试过用激光熔覆。然而,激光熔覆要求待被熔覆的表面上有严格的加工公差,这与目前的真空隔热油管组装技术不兼容。
5、所需要的是一种能够抵御腐蚀、高压和高温而不塌陷、不失去真空的真空隔热油管。最后,所需要的是一种能够高精度地生产这种真空隔热油管的方式和方法。
技术实现思路
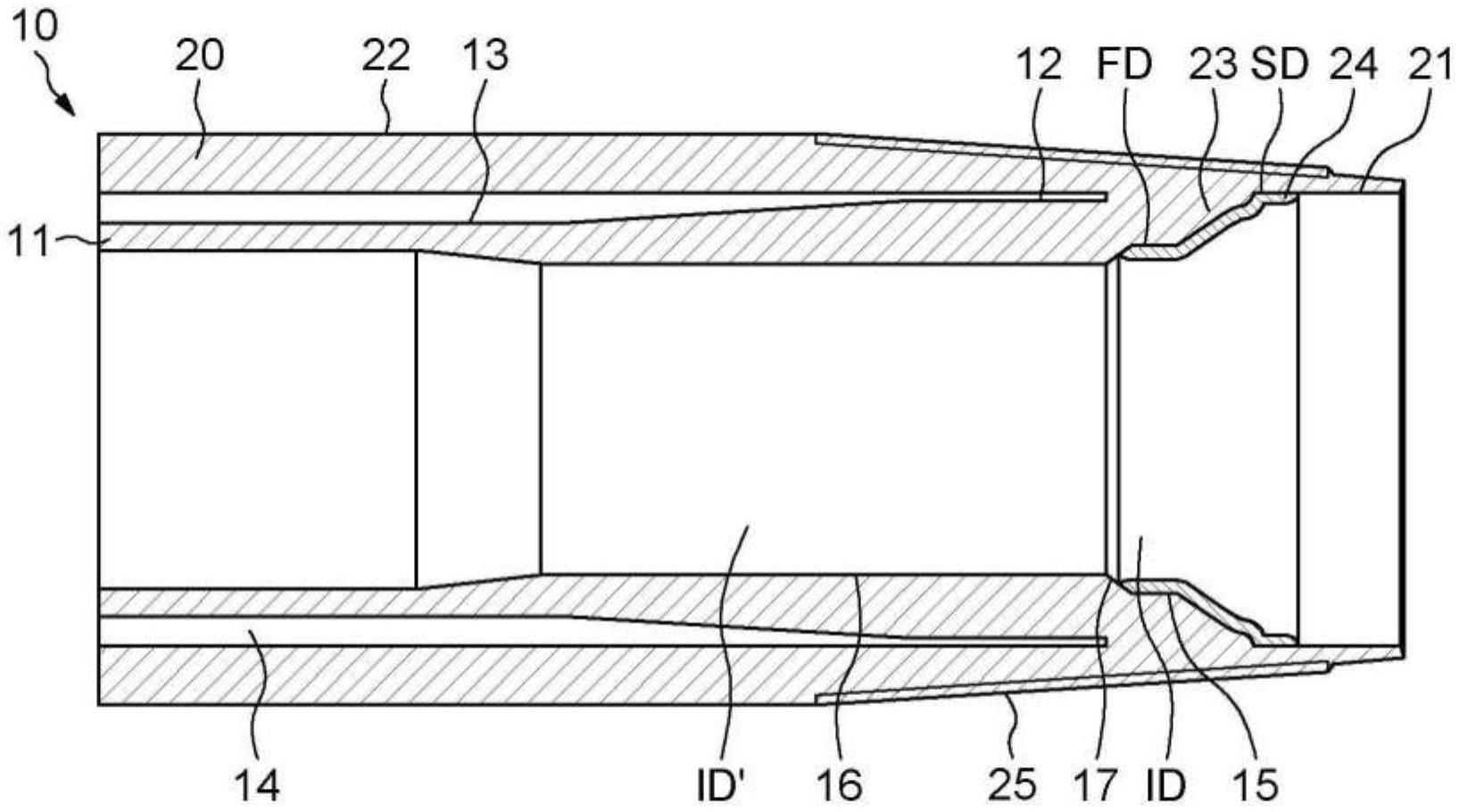
1、总的来说,在一方面,本公开涉及一种油管件,其包括外管和在外管内的内管,外管和内管如此构造成在规定长度上在彼此之间产生空间。内管的每一端部通过截头圆锥形的角焊缝固定到外管的内表面,以便所述空间是密封的。内管具有沿从内管的每一端部开始的第一长度的第一内径和沿第一长度以外的第二长度的第二较小内径。该油管件还包括至少在所述角焊缝上延伸的金属保护层。
2、在另一方面,本公开涉及一种生产上述油管件的方法。该方法包括在装配前提供内管,内管具有沿从内管的每一端部开始的第一长度的第一内径和沿第一长度以外的第二长度的第二较小内径。该方法还包括:将内管定位在外管内;将内管的各端部焊接到外管的内表面,以便产生截头圆锥形的角焊缝,角焊缝将内管和外管彼此固定在一起,使得所述空间是密封的;和形成至少在角焊缝上延伸的金属保护层。
技术特征:
1.一种油管件,包括外管和在外管内的内管,外管和内管构造成在规定长度上在彼此之间产生空间,其中,
2.根据权利要求1所述的油管件,其中,金属保护层是堆焊层。
3.根据权利要求2所述的油管件,其中,所述堆焊层是通过钨极气体保护电弧焊或钨极惰性气体保护焊获得的。
4.根据权利要求1所述的油管件,其中,金属保护层由耐腐蚀的镍基合金、如包括镍、铬和钼且其中镍含量超过50%的合金制成。
5.根据权利要求1所述的油管件,其中,金属保护层还朝内管内和朝外管内延伸超出角焊缝。
6.根据权利要求1所述的油管件,其中,金属保护层在优选小于12.7毫米的第一规定距离上叠覆内管的内表面。
7.根据权利要求1所述的油管件,其中,金属保护层在所述第一长度上叠覆内管的内表面。
8.根据权利要求1所述的油管件,其中,金属保护层在优选小于12.7毫米的第二规定距离上叠覆外管的内表面。
9.根据权利要求6所述的油管件,其中,金属保护层的厚度在第一规定距离上等于或小于(id-id')/2。
10.根据权利要求1所述的油管件,其中,id-id'之差大于4毫米,优选大于5.5毫米。
11.根据权利要求1所述的油管件,其中,内管在第一长度和第二长度之间包括斜面。
12.根据权利要求1所述的油管件,其中,外管由钢、优选不锈钢、优选含有至少13%铬的不锈钢制成。
13.根据权利要求1所述的油管件,其中,内管由钢、优选不锈钢、优选含有至少13%铬的不锈钢制成。
14.根据权利要求1所述的油管件,其中,外管至少在一端部包括外螺纹,以便能够连接到管状元件。
15.根据权利要求1所述的油管件,其中,所述油管件用于油气工业,特别是用于高压高温井况。
16.一种用于生产包括外管和在外管内的内管的油管件的方法,外管和内管构造成在规定长度上在彼此之间产生空间,所述方法包括:
17.根据权利要求16所述的方法,其中,金属保护层是堆焊层。
18.根据权利要求17所述的方法,其中,所述堆焊层是通过钨极气体保护电弧焊或钨极惰性气体保护焊tig获得的。
19.根据权利要求16所述的方法,其中,金属保护层由耐腐蚀的镍基合金、如包括镍、铬和钼且其中镍含量超过50%的合金制成。
20.根据权利要求16所述的方法,其中,金属保护层还朝内管内和朝外管内延伸超出角焊缝。
21.根据权利要求16所述的方法,其中,金属保护层在优选小于12.7毫米的第一规定距离上叠覆内管的内表面。
22.根据权利要求16所述的方法,其中,金属保护层在所述第一长度上叠覆所述内管的内表面。
23.根据权利要求16所述的方法,其中,金属保护层在优选小于12.7毫米的第二规定距离上叠覆外管的内表面。
24.根据权利要求21所述的方法,其中,金属保护层的厚度在第一规定距离上等于或小于(id-id')/2。
25.根据权利要求16所述的方法,其中,id-id'之差大于4毫米,优选大于5.5毫米。
26.根据权利要求16所述的方法,其中,内管在第一长度和第二长度之间包括斜面。
27.根据权利要求16所述的方法,其中,所述金属保护层以两道次通过制成下层和在下层顶部上的至少上层来形成,以减少铁在层自由表面附近的稀释。
28.根据权利要求16所述的方法,其中,所述方法还包括在角焊缝上进行倒角操作以去除表面氧化物,所述倒角操作优选在焊接之后并在形成金属保护层之前进行。
29.根据权利要求16所述的方法,其中,所述方法还包括通过焊后热处理进行的应力消除操作。
30.根据权利要求16所述的方法,其中,外管由钢、优选不锈钢、优选含有至少13%铬的不锈钢制成。
31.根据权利要求16所述的方法,其中,内管由钢、优选不锈钢、优选含有至少13%铬的不锈钢制成。
32.根据权利要求16所述的方法,其中,外管至少在一端部包括外螺纹,以便能够连接到管状元件。
33.根据权利要求16所述的方法,其中,所述油管件用于油气工业,特别是用于高压高温井况。
技术总结
具有角焊缝包层的油管件及生产油管件的方法。公开了一种用于油气工业的油管件。油管件包括外管和在外管内的内管,外管和内管构造成在规定长度上在彼此之间产生空间。内管的每一端部通过截头圆锥形的角焊缝固定到外管的内表面,以便空间是密封的。内管具有沿从内管的每一端部开始的第一长度的第一内径ID、以及沿第一长度以外的第二长度的第二较小内径ID'。油管件还包括至少在角焊缝上延伸的金属保护层。还公开了一种生产这种油管件的方法。
技术研发人员:G·鲁西耶
受保护的技术使用者:瓦卢瑞克钢管-合金有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!