一种石油钻采用高抗挤毁焊管的制作方法
本发明涉及油气钻采管材加工,特别涉及一种石油钻采用高抗挤毁焊管。
背景技术:
1、石油套管的作用为在钻井过程中支撑井壁和完井后支撑整个油井正常运行。随着技术的发展和进步,为应对新的油井开采形式,行业内对石油套管的结构不断进行改进创新。
2、随着油田开采的不断发展,油气埋藏深度不断加大且井况恶劣复杂,其中的很多岩层有杂层如岩盐层、泥岩层等。这给钻井施工带来很大的难度,为了保证钻井安全,套管除了具有普通套管所必须具备的性能外,它还必须具备其他特殊性能。由于井深地层压力大,套管必须要有很高的强度,由于地层复杂、可钻性差,钻压大、钻井周期长,钻杆对套管内壁的磨损也较严重,因此要求套管要有良好的抗击毁性能。同时,由于钻杆长时间的对套管施加周期性的疲劳载荷,易使套管产生疲劳开裂,这就要求套管的裂纹敏感性要好,也就是套管的冲击韧性要好。
技术实现思路
1、针对上述背景技术中存在的技术问题,本发明的目的是提供一种石油钻采用高抗挤毁焊管。
2、为实现本发明的目的,本发明提供的技术方案如下:
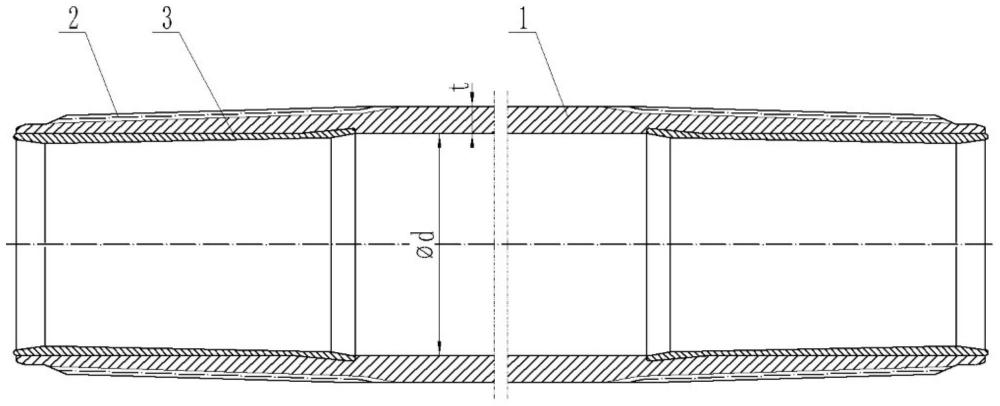
3、一种石油钻采用高抗挤毁焊管,包括焊管本体和加强内套管,所述焊管本体的两端均设置有外螺纹;所述焊管本体的两端、位于外螺纹的内侧分别嵌入一个加强内套管;
4、所述加强内套管一端为喇叭口端,另一端为直口端,所述喇叭口端朝内设置;
5、所述喇叭口端沿圆周间隔均匀设置有多个弹力槽,所述弹力槽将所述喇叭口端分隔为多个内部插销,所述焊管本体内侧设置有与所述内部插销相配合使用的定位槽。
6、其中,所述焊管本体的材质为低碳合金钢,所述低碳合金钢的组成成分的重量百分配比为:c=0.24-0.27%,si=0.15-0.25%,cr=0.6-0.8%,mn≥1.30%,mo=0.15-0.25%,nb=0.010-0.030%,cu≤0.20%,p≤0.017%,s≤0.008%,稀土元素re≤0.01%。
7、其中,焊管本体屈服强度rt0.65=890-1034mpa,焊管本体抗拉强度rm≥931mpa,焊管本体屈强比rt0.5/rm≤0.85,焊管本体横向冲击功≥75j。
8、其中,所述加强内套管的内孔为流线型结构,其内孔依次设置有外锥面、中部导向面、内部插销内斜面。
9、其中,弹力槽的槽宽=9.525-15.875mm。
10、其中,定位槽锥度为1∶16。
11、其中,所述定位槽与内部插销过渡配合,且在弹力槽处两者焊接连接。
12、其中,外螺纹长度-加强内套管长度=1.0-2.0mm。
13、其中,焊管本体内径=690-730mm,焊管本体壁厚=9-13mm。
14、与现有技术相比,本发明的技术效果如下:
15、1.本申请在焊管本体的两端,外螺纹的内侧采用内加强套管结构,增加了承载截面积,使得连接强度和抗击毁能力大大增强且结构简易,便于加工,有利于提高生产效率和节约成本;
16、2.本申请焊管本体的材质选用低碳合金钢,降低c的含量,避免损害钢的塑、韧性,抗冲击能力得到保障;同时保证材料的易焊接性;
17、3.本申请焊管本体的材质中添加有cr、mo、nb以及少量稀土元素re,能够起到精炼、脱硫、中和低熔点有害杂质的作用,并可以改善钢的加工性能,细化了奥氏体晶粒、提高了钢的屈服强度,但不会明显提高材料的抗拉强度和硬度,并且确保钢的淬透性,抗击毁能力大大增强。
技术特征:
1.一种石油钻采用高抗挤毁焊管,其特征在于,包括焊管本体(1)和加强内套管(3),所述焊管本体(1)的两端均设置有外螺纹(2);所述焊管本体(1)的两端、位于外螺纹(2)的内侧分别嵌入一个加强内套管(3);
2.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,所述焊管本体(1)的材质为低碳合金钢,所述低碳合金钢的组成成分的重量百分配比为:c=0.24-0.27%,si=0.15-0.25%,cr=0.6-0.8%,mn≥1.30%,mo=0.15-0.25%,nb=0.010-0.030%,cu≤0.20%,p≤0.017%,s≤0.008%,稀土元素re≤0.01%。
3.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,焊管本体屈服强度rt0.65=890-1034mpa,焊管本体抗拉强度rm≥931mpa,焊管本体屈强比rt0.5/rm≤0.85,焊管本体横向冲击功≥75j。
4.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,所述加强内套管(3)的内孔为流线型结构,其内孔依次设置有外锥面(33)、中部导向面(34)、内部插销内斜面。
5.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,弹力槽的槽宽(t2)=9.525-15.875mm。
6.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,定位槽锥度为1∶16。
7.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,所述定位槽(5)与内部插销(35)过渡配合,且在弹力槽(36)处两者焊接连接。
8.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,外螺纹长度(l)-加强内套管长度(l1)=1.0-2.0mm。
9.根据权利要求1所述的石油钻采用高抗挤毁焊管,其特征在于,焊管本体内径(d)=690-730mm,焊管本体壁厚(t)=9-13mm。
技术总结
本发明公开了一种石油钻采用高抗挤毁焊管,包括焊管本体和加强内套管,所述焊管本体的材质为低碳合金钢,其组成成分的重量百分配比为:C=0.24‑0.27%,Si=0.15‑0.25%,Cr=0.6‑0.8%,Mn≥1.30%,Mo=0.15‑0.25%,Nb=0.010‑0.030%,Cu≤0.20%,P≤0.017%,S≤0.008%,稀土元素Re≤0.01%。本申请增加了承载截面积,连接强度和抗击毁能力大大增强且结构简易,便于加工,有利于提高生产效率和节约成本,添加有Cr、Mo、Nb以及少量稀土元素Re,细化了奥氏体晶粒、提高了钢的屈服强度,抗击毁能力大大增强。
技术研发人员:刘胜君,冯振伟,李金峰
受保护的技术使用者:天津德华石油装备制造有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!