一种刀座及其制备方法与流程
本发明属于隧道掘进机刀座,具体涉及一种刀座及其制备方法。
背景技术:
1、装配在刀座上的刀具在使用过程中与刀轴接触的刀座表面经常受到冲击振动作用,比如隧道掘进机(tbm)掘进过程中,主要依靠滚刀作为破岩的主要工具挤压掌子面岩石实现破岩,是通过滚刀挤压岩石导致岩石开裂实现破岩,但滚刀破岩时不断受到不同方向不同大小的作用力,使得滚刀对滚刀刀座产生较大的冲击振动。
2、滚刀刀座材质一般为合金钢,常规技术是通过表面淬火提高表面硬度和耐磨性,但是在巨大的振动作用下,作为滚刀的支撑部件,滚刀刀座还是会承受频繁的大载荷的冲击,导致滚刀刀座发生磨损、压溃甚至失效,由于工况恶劣,在tbm掘进过程中,需要对滚刀刀座频繁进行堆焊修补处理,不仅耗时耗力,还可能会影响项目工期。
3、于2023年2月14日公开的授权公告号为cn109522626b的专利公布了一种用于tbm刀盘减振的设计方法,通过将部分滚刀连接楔形块材料更换为阻尼合金来实现刀盘减振效果,但是滚刀连接楔形块材料在刀盘整体质量占比比较低,且阻尼合金减振效果有限。因此,目前仍然缺乏一种能够降低振动冲击作用的刀座。
技术实现思路
1、本发明的目的在于提供一种刀座,解决现有技术中刀座与刀轴的装配位置受到冲击振动时刀座表面易压溃开裂的问题。
2、本发明的第二个目的在于提供一种刀座的制备方法,解决上述刀座中的合金钢和压电陶瓷层结合强度低的问题。
3、为实现上述目的,本发明的刀座的技术方案是:
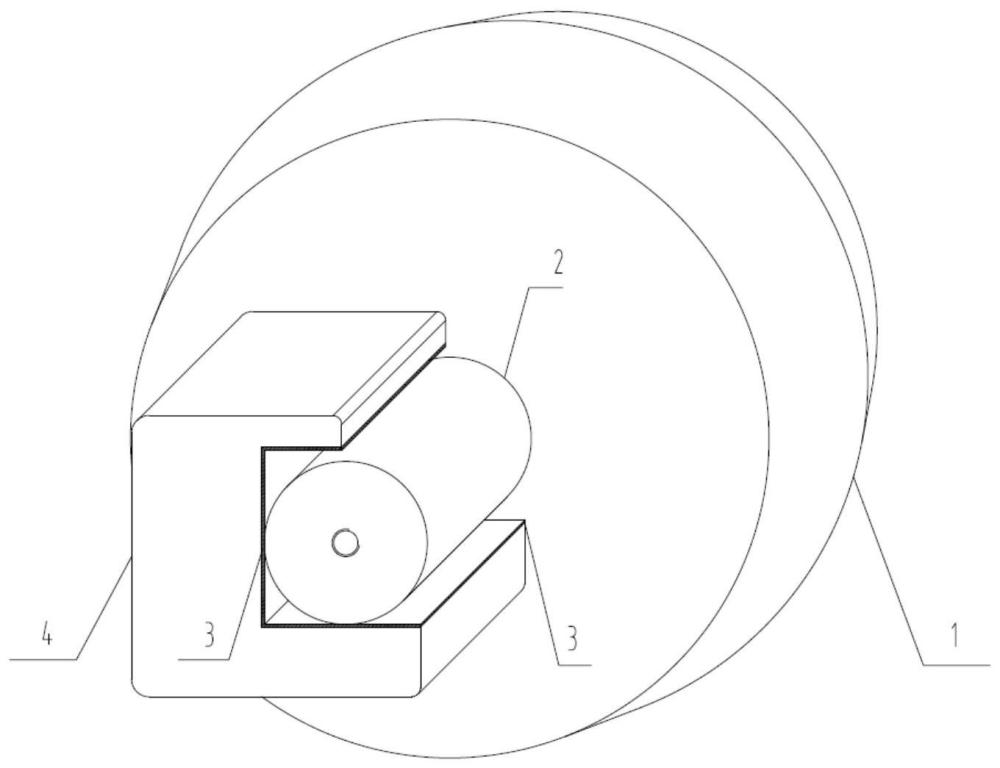
4、一种刀座,包括合金钢和设置在合金钢用于与刀轴接触的表面的压电陶瓷层。
5、本发明是对现有技术进行改进,提供一种刀座,通过在与刀轴接触表面焊接压电陶瓷层,利用压电陶瓷本身的特性,使得刀座在工作过程中能够吸收由于滚刀破岩对刀座产生的振动冲击能量,转化为电能,从而减小刀座承受的振动冲击作用,提高刀座的耐磨损性能,降低刀座压溃和开裂风险,提高刀座寿命。
6、为了进一步提高刀座吸收振动冲击能量,优先地,所述压电陶瓷的压电系数d31为-100~-300pc/n。
7、为了进一步改善合金钢与压电陶瓷配合改善刀座的耐冲击能力,优选地,所述合金钢的化学成分由以下质量分数组成:0.26~0.34%的c,0.17~0.37%的si,0.5~0.8%的mn,1.8~2.2%的cr,1.8~2.2%的ni,0.3~0.5%的mo和余量的fe。
8、本发明的刀座的制备方法的技术方案是:
9、一种刀座的制备方法,采用真空钎焊法将压电陶瓷层焊接在合金钢上。
10、本发明提供的刀座的制备方法,采用真空钎焊法将压电陶瓷焊接在合金钢上,能够有效提高合金钢和压电陶瓷的结合强度,且制备方法简单。
11、为了进一步提高焊接接头强度,提高合金钢和压电陶瓷的结合强度,优选地,所述真空钎焊法使用的钎料由以下质量分数的成分组成:10~18%的铬,0.1~0.5%的铁,0.1~0.3%的硅,0.1~0.5%的碳,7~13.5%的硼,0.5~2.5%的石墨烯和余量的镍。通过在钎料中引入石墨烯,能够细化钎焊焊缝组织,促进钎料和焊接基体的之间的润湿铺开,减少界面有害相的形成,极大提高合金钢和压电陶瓷的接头强度。
12、为了进一步提高钎料的润湿铺展,改善焊缝晶相结构,提高焊缝组织性能,优选地,所述真空钎焊为真空高温钎焊,所述真空高温钎焊包括两段升温保温过程,第一段升温保温过程为升温至700~800℃后进行保温,第二段升温保温过程为升温至1000~1200℃后进行保温。
13、为了进一步改善焊缝组织性能,优选地,所述两段升温保温过程中的升温速率为5~20℃/min,保温时间为10~30min。
14、为了进一步细化焊缝组织晶粒,优选地,所述真空高温钎焊后包括降温过程,降温过程包括降温至200~300℃后,自然冷却至室温,所述降温速率为10~20℃/min。
技术特征:
1.一种刀座,其特征在于,包括合金钢和设置在合金钢用于与刀轴接触的表面的压电陶瓷层。
2.如权利要求1所述的刀座,其特征在于,所述压电陶瓷的压电系数d31为-100~-300pc/n。
3.如权利要求1或2所述的刀座,其特征在于,所述合金钢的化学成分由以下质量分数组成:0.26~0.34%的c,0.17~0.37%的si,0.5~0.8%的mn,1.8~2.2%的cr,1.8~2.2%的ni,0.3~0.5%的mo和余量的fe。
4.一种如权利要求1所述的刀座的制备方法,其特征在于,采用真空钎焊法将压电陶瓷层焊接在合金钢上。
5.如权利要求4所述的刀座的制备方法,其特征在于,所述真空钎焊法使用的钎料由以下质量分数的成分组成:10~18%的铬,0.1~0.5%的铁,0.1~0.3%的硅,0.1~0.5%的碳,7~13.5%的硼,0.5~2.5%的石墨烯和余量的镍。
6.如权利要求4或5所述的刀座的制备方法,其特征在于,所述真空钎焊为真空高温钎焊,所述真空高温钎焊包括两段升温保温过程,第一段升温保温过程为升温至700~800℃后进行保温,第二段升温保温过程为升温至1000~1200℃后进行保温。
7.如权利要求6所述的刀座的制备方法,其特征在于,所述两段升温保温过程中的升温速率为5~20℃/min,保温时间为10~30min。
8.如权利要求6所述的刀座的制备方法,其特征在于,所述真空高温钎焊后包括降温过程,降温过程包括降温至200~300℃后,自然冷却至室温,所述降温速率为10~20℃/min。
技术总结
本发明提供一种刀座及其制备方法,涉及隧道掘进机刀座技术领域。本发明提供的刀座,包括合金钢和设置在合金钢用于与刀轴接触的表面的压电陶瓷层。通过在与刀轴接触表面焊接压电陶瓷层,利用压电陶瓷本身的特性,使得刀座在工作过程中能够吸收由于滚刀破岩对刀座产生的振动冲击能量,转化为电能,从而减小刀座承受的振动冲击作用,提高刀座的耐磨损性能,降低刀座压溃和开裂风险,提高刀座寿命。
技术研发人员:贺飞,郭志凯,付安琪,王超锋,鲁义强,曹培泽,高翔,李超杰,连明洋
受保护的技术使用者:中铁工程装备集团有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!