一种高效截齿的制作方法
本技术属于截齿,具体地说,本技术涉及一种高效截齿。
背景技术:
1、截齿是重型开挖破碎机械上,直接于作业面的关键部件。按其作业环境可分为:采煤截齿、掘进截齿、道路截齿及旋挖截齿等,在矿石开采,隧道施工,路面铣刨,旋挖钻探等领域拥有广泛的应用。
2、常用截齿由齿体、齿头及附属安装连接部件等组成。齿体与齿头是构成截齿的主要部件,在相同的工况条件下,其材料性能的优劣决定了截齿使用寿命,齿体常用材质为42crmoa、35crmosi及其他优质合金钢,用于承载传递来自齿头冲击;齿头主要成分为碳化钨类高硬度合金材料,为截齿核心部件,作用于冲击切割作业面。当前截齿生产制造企业,在保障产品质量与追逐生产成本上,同类截齿产品质量参差不齐,鱼龙混杂。其主要问题有:
3、1、截齿通用性差,不能适应复杂工况下作业要求,特别是合金齿头的利用率较低;
4、2、截齿改进不合理,齿体外圆增加过硬材料,阻力大,能耗高;
5、3、截齿加工制造工艺复杂,产品稳定性不足,成本过高;
6、截齿的磨损是一个正常的使用消耗,匹配设备额定作业时的功率输出,以获得最大的性价比才是截齿改进的重点。探索一条高效节能,性能优越的截齿已迫在眉睫。
技术实现思路
1、本实用新型提供一种高效截齿,以解决截齿通用性差、截齿通用性差和截齿通用性差的问题。
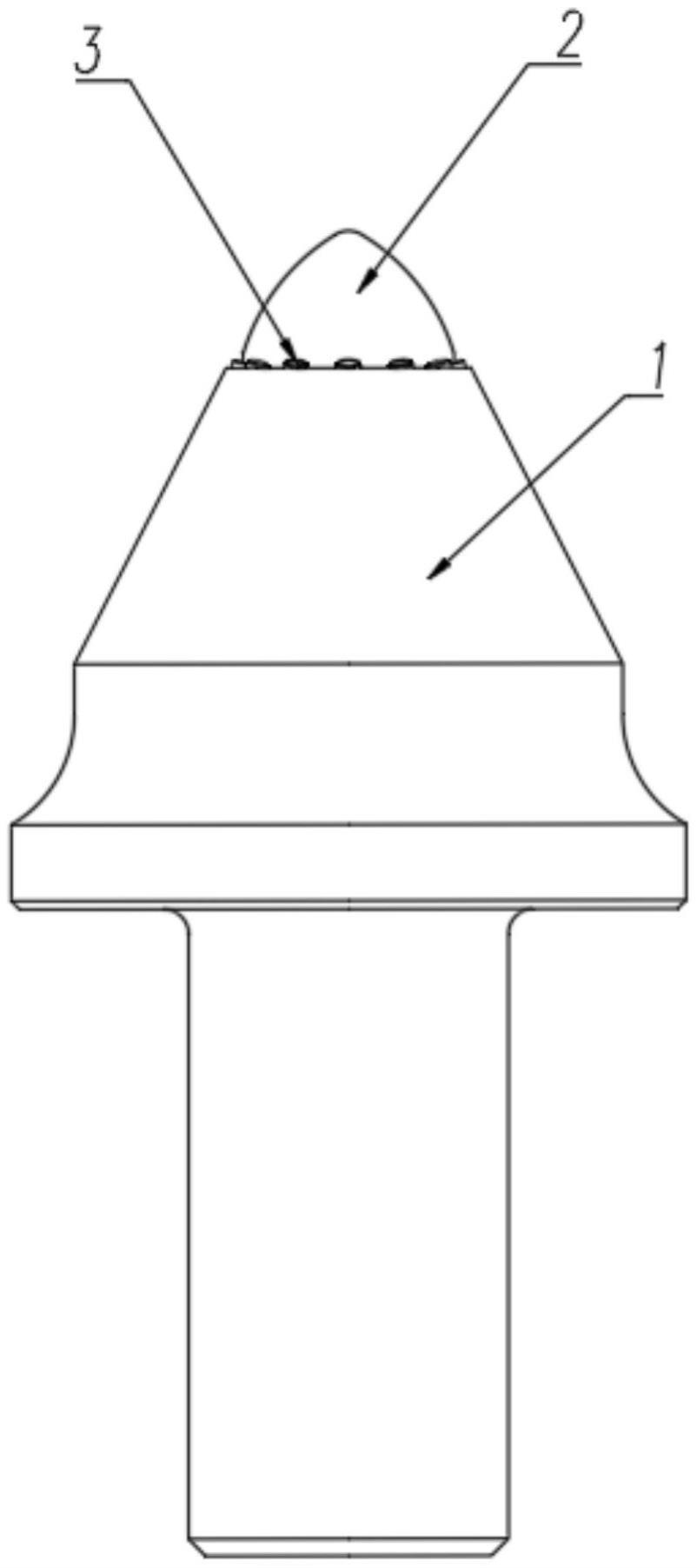
2、为了实现上述目的,本实用新型采取的技术方案为:一种高效截齿,包括齿体和齿头,其特征在于,所述齿头设于所述齿体上端,所述齿头中心轴线和所述齿体中心轴线共线设置;
3、所述齿体靠近所述齿头一端设有齿柱,所述齿柱沿所述齿头的圆周方向㘬布有多个,其中所述齿柱顶部部分裸露于所述齿体外,其余部分钎焊于所述齿体内。
4、优选的,所述齿头和齿柱均采用硬质合金材料;
5、所述齿柱硬度低于所述齿头硬度3—5 hrc。
6、优选的,所述齿头上部为圆锥切割部,并裸露于所述齿体外;
7、所述齿头下部为圆柱体支撑部,并钎焊于所述齿体内;
8、所述圆柱体支撑部直径小于所述圆锥切割部下表面直径;
9、所述齿头整体呈凸台伞状结构。
10、优选的,所述齿头直径等于所述圆柱体支撑部直径的7—15%。
11、优选的,所述齿柱与所述齿头中心轴线形成夹角b,所述夹角b为12°—18°;
12、所述齿柱位于所述圆锥切割部下方。
13、优选的,多个所述齿柱与所述齿体构成凹凸式结构。
14、采用以上技术方案的有益效果是:
15、1、优化了齿体结构,突出齿头的切割作用;同型号截齿产品,该截齿齿头直径与齿顶锥角较小,齿体硬度由齿柱保证,减小齿头侧向磨损,均集中在齿头及其中心部位,切割作业齿体阻力小,效率高。
16、2、由内到外,多个齿柱沿齿头的圆周方向㘬布,增强齿体的磨损性能,跟随齿头作同步消耗;解决了现有截齿齿体表面熔覆耐磨材料或镶嵌硬质合金等方式造成的,附加材料连接强度低,易脱落;截齿前阶段使用阻力大,能耗高,后阶段齿体表面磨损后消耗快,齿体与齿头不匹配及制造加工成本高,多段焊接产品不稳定等问题。
17、3、一次性装配焊接,简化的制造工艺降低了加工成本;齿头与齿柱㘬钎焊于齿体上,与常规截齿相同,拥有较好的钎焊区域,可采用一次装料同步焊接。
技术特征:
1.一种高效截齿,包括齿体(1)和齿头(2),其特征在于,所述齿头(2)设于所述齿体(1)上端,所述齿头(2)中心轴线和所述齿体(1)中心轴线共线设置;
2.根据权利要求1所述的一种高效截齿,其特征在于,所述齿头(2)和齿柱(3)均采用硬质合金材料;
3.根据权利要求1所述的一种高效截齿,其特征在于,所述齿头(2)上部为圆锥切割部(4),并裸露于所述齿体(1)外;
4.根据权利要求3所述的一种高效截齿,其特征在于,所述齿头(2)直径等于所述圆柱体支撑部(5)直径的7—15%。
5.根据权利要求3所述的一种高效截齿,其特征在于,所述齿柱(3)与所述齿体(1)中心轴线形成夹角b,所述夹角b为12°—18°;
6.根据权利要求1所述的一种高效截齿,其特征在于,多个所述齿柱(3)与所述齿体(1)构成凹凸式结构。
技术总结
本技术公开了一种高效截齿,包括齿体和齿头,齿头设于齿体上端,齿头中心轴线和齿体中心轴线共线设置;齿体靠近齿头一端设有齿柱,齿柱沿齿头的圆周方向㘬布有多个,其中齿柱顶部部分裸露于齿体外,其余部分钎焊于齿体内;优化了齿体结构,突出齿头的切割作用;同型号截齿产品,该截齿齿头直径与齿顶锥角较小,齿体硬度由齿柱保证,减小齿头侧向磨损,均集中在齿头及其中心部位,切割作业齿体阻力小,效率高。
技术研发人员:徐永庆,王立斌,王德鹏
受保护的技术使用者:马鞍山奥天机械科技有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!