井下扭力冲击工具的占座总成安装结构的制作方法
本技术涉及石油钻井,特别涉及一种井下扭力冲击工具的占座总成安装结构。
背景技术:
1、井下扭力冲击工具属于石油钻井提高钻井机械效率工具,现有技术中常见井下扭力冲击工具中,在动力锤、动力阀的端面处需要安装端面轴承。其中,端面轴承通过孔轴过盈配合的方式安装,装配时,需要采用热装配的方式进行装配,装配前需要将动力锤、动力阀拿去加热,加热后,再把相应的锤端面轴承镶在动力锤、动力阀上,装配好之后等待自然冷却后使用。
2、由于装配时采用热装配工艺装配,利用热胀冷缩原理容易导致零件发生变形,会导致零件装配后磨损增加。此外,零件热装配完成后需等待自然冷却,装配效率低。最后,由于采用热装配工艺装配,在拆卸的时候十分艰难,容易导致端面轴承破裂。
技术实现思路
1、本实用新型提供了一种井下扭力冲击工具的占座总成安装结构,以解决至少一个上述技术问题。
2、为解决上述问题,作为本实用新型的一个方面,提供了一种井下扭力冲击工具的占座总成安装结构,包括:占座、动力锤、动力阀、托座,所述动力锤可转动地设置在所述占座中,所述托座设置在所述占座内,所述动力锤的端部设置有第一端面轴承,所述占座的内壁上设置有第二端面轴承,所述动力阀的端部设置有第三端面轴承,所述动力阀设置在所述动力锤中,所述第一端面轴承的一端与所述第二端面轴承连接,所述第三端面轴承的一端与所述托座连接;所述第一端面轴承与所述动力锤之间、或所述第三端面轴承与所述动力阀之间螺纹连接纹。
3、优选地,所述第一端面轴承的外表面上形成有第一外螺纹、且所述动力锤的内孔壁上具有与所述第一外螺纹配合的第一内螺纹;或者,所述第三端面轴承的外表面上形成有第二外螺纹、且所述动力阀的内孔壁上具有与所述第二外螺纹配合的第二内螺纹。
4、优选地,所述第一外螺纹的规格为m126x2.0-6g,所述第一内螺纹的规格为m126x2.0-6h。
5、优选地,所述第二外螺纹的规格为m66x1.5-6g,所述第二内螺纹的规格为m66x1.5-6h。
6、优选地,所述托座内设置有第四端面轴承,所述第三端面轴承的一端安装在所述第四端面轴承中。
7、由于采用了上述技术方案,本实用新型将动力锤和/或动力阀上的端面轴承采用螺纹连接的方式安装,装配时不在需要采用热装配工艺,零件不会由于热胀冷缩而变形,装配时使用夹具夹紧后通过螺纹连接扭进去,装配方便,在拆卸时使用夹具夹紧扭出,无需等待零件自然冷却,使得安装和拆卸都十分方便,且不会导致零件变形和破裂,极大的减少了经济损失,提高了装配的效率。
技术特征:
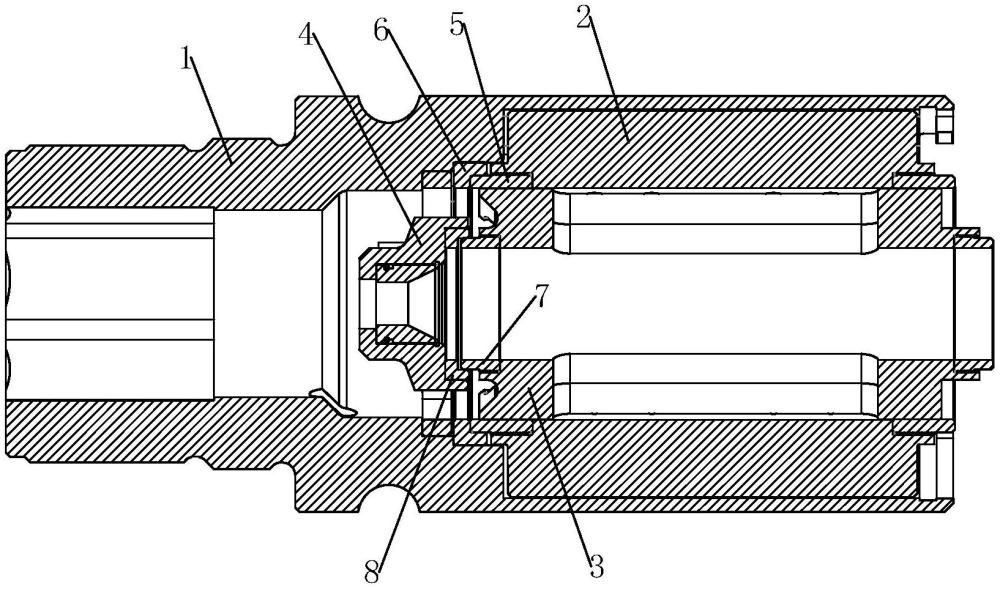
1.一种井下扭力冲击工具的占座总成安装结构,其特征在于,包括:占座(1)、动力锤(2)、动力阀(3)、托座(4),所述动力锤(2)可转动地设置在所述占座(1)中,所述托座(4)设置在所述占座(1)内,所述动力锤(2)的端部设置有第一端面轴承(5),所述占座(1)的内壁上设置有第二端面轴承(6),所述动力阀(3)的端部设置有第三端面轴承(7),所述动力阀(3)设置在所述动力锤(2)中,所述第一端面轴承(5)的一端与所述第二端面轴承(6)连接,所述第三端面轴承(7)的一端与所述托座(4)连接;所述第一端面轴承(5)与所述动力锤(2)之间、或所述第三端面轴承(7)与所述动力阀(3)之间螺纹连接纹。
2.根据权利要求1所述的井下扭力冲击工具的占座总成安装结构,其特征在于,所述第一端面轴承(5)的外表面上形成有第一外螺纹、且所述动力锤(2)的内孔壁上具有与所述第一外螺纹配合的第一内螺纹;或者,所述第三端面轴承(7)的外表面上形成有第二外螺纹、且所述动力阀(3)的内孔壁上具有与所述第二外螺纹配合的第二内螺纹。
3.根据权利要求2所述的井下扭力冲击工具的占座总成安装结构,其特征在于,所述第一外螺纹的规格为m126x2.0-6g,所述第一内螺纹的规格为m126x2.0-6h。
4.根据权利要求2所述的井下扭力冲击工具的占座总成安装结构,其特征在于,所述第二外螺纹的规格为m66x1.5-6g,所述第二内螺纹的规格为m66x1.5-6h。
5.根据权利要求2所述的井下扭力冲击工具的占座总成安装结构,其特征在于,所述托座(4)内设置有第四端面轴承(8),所述第三端面轴承(7)的一端安装在所述第四端面轴承(8)中。
技术总结
本技术提供了一种井下扭力冲击工具的占座总成安装结构,包括:占座、动力锤、动力阀、托座,动力锤可转动地设置在占座中,托座设置在占座内,动力锤的端部设置有第一端面轴承,占座的内壁上设置有第二端面轴承;第一端面轴承与动力锤之间、或第三端面轴承与动力阀之间螺纹连接纹。本技术将动力锤和/或动力阀上的端面轴承采用螺纹连接的方式安装,装配时不在需要采用热装配工艺,零件不会由于热胀冷缩而变形,装配时使用夹具夹紧后通过螺纹连接扭进去,装配方便,在拆卸时使用夹具夹紧扭出,无需等待零件自然冷却,使得安装和拆卸都十分方便,且不会导致零件变形和破裂,极大的减少了经济损失,提高了装配的效率。
技术研发人员:童力峰
受保护的技术使用者:深圳市阿特拉能源技术有限公司
技术研发日:20231027
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!