一种耐腐蚀水泵泵壳及其生产方法与流程
本发明涉及水泵领域,具体为一种耐腐蚀水泵泵壳及其生产方法。
背景技术:
1、水泵是用来输送原污水雨水、粪便或含有纤维、纸屑、果品等固体物的液体,通常被输送介质的温度不大于80℃,是现在必不可少的城市排污装置。泵壳需要承受工作压力和热负荷,泵壳质量的好坏直接影响排污泵的使用寿命和工作效率。
2、目前,市场上泵壳均由通过模型翻砂铸造成型,不可避免铸件存在铸造缺陷,如铸造过程中产生的裂纹、孔洞、疏松、砂眼、缺肉等。这种加工方法存在如下缺陷:首先,泵壳流道粗糙,而表面的光洁度直接影响水泵效率,输送效率低,无法保证整体铸件质量及效率;其次,在生产过程中,需要进行铸造翻砂、清砂去毛刺、时效处理、机械加工、防锈处理五道工序,工序繁多,加工效率低下;再次,铸造过程、清砂过程、机加工过程、防锈处理过程中的粉尘、污水均会对环境造成污染;最后,抗腐蚀性不强,由于泵前投加药物或水质等原因,使泵壳内严重积垢或腐蚀,使泵体容积缩小、抽水量减少、并且流道粗糙,水头损失增加,客积效率和水力效率都降低。
技术实现思路
1、本发明的目的在于提供一种耐腐蚀水泵泵壳及其生产方法,以解决上述背景技术中提出的问题。
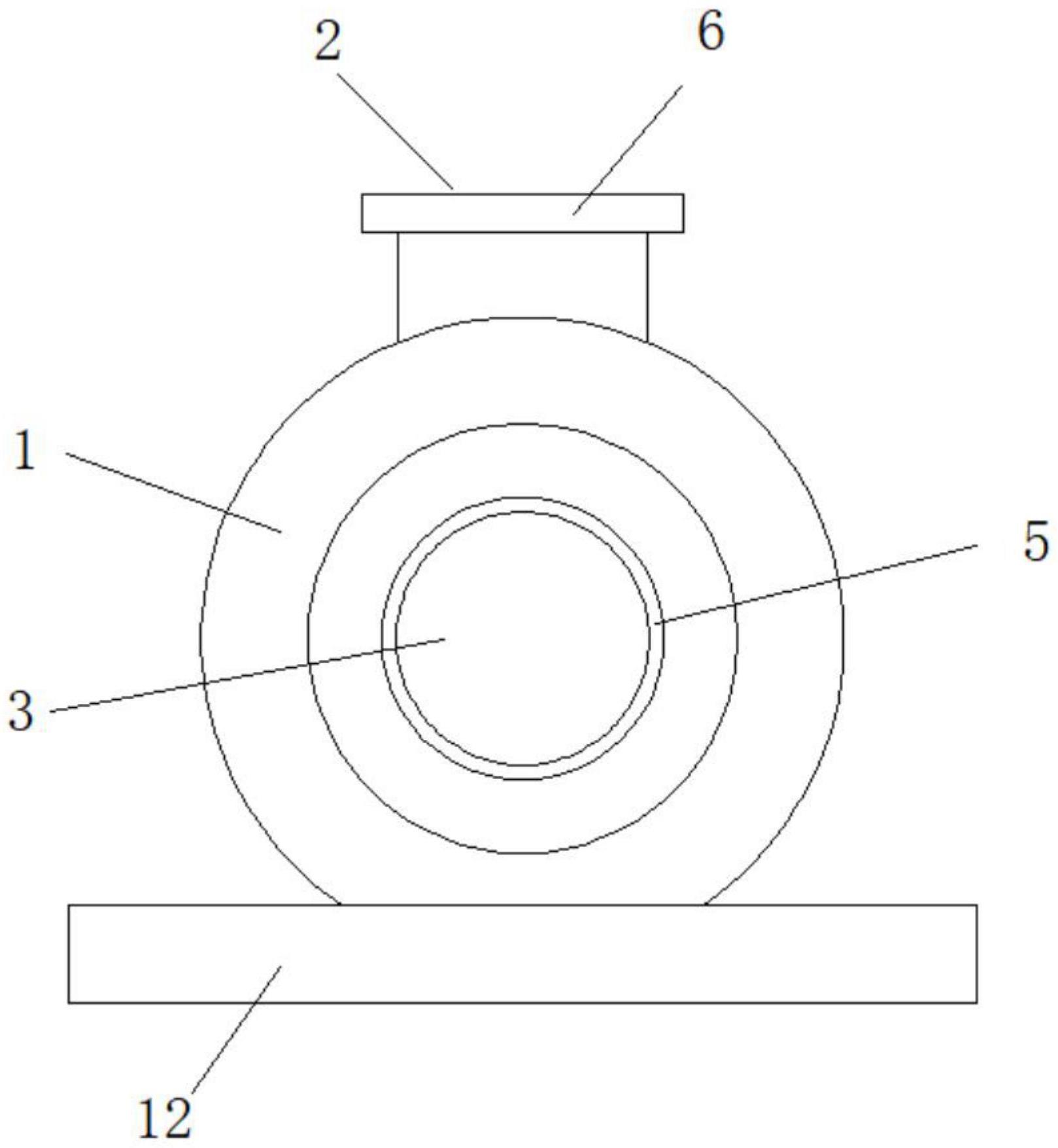
2、为实现上述目的,本发明提供如下技术方案:一种耐腐蚀水泵泵壳及其生产方法,包括壳体、进水口、出水口、密封环、法兰盘、隔音层、第一耐腐蚀层和第二耐腐蚀层;所述壳体两端分别开设有进水口和出水口,所述壳体内壁对应进水口和出水口位置处开设有密封槽,密封槽内设置有密封环,壳体两端位于进水口和出水口外侧设置有法兰盘,所述壳体内壁设置有隔音层,隔音层内侧设置有第一耐腐蚀层,所述壳体表面设置有耐压层,所述耐压层表面设置有第二耐腐蚀层,所述壳体底部设置有安装板,安装板表面四角位置处开设有安装孔。
3、优选的,所述隔音层内部为多孔的海绵材料,隔音层与第一耐腐蚀层之间设置有隔离层,隔离层由防水材料制成。
4、优选的,所述第一耐腐蚀层由底漆、中间漆和面漆组成,其中,第一耐腐蚀层的底漆由环氧树脂、氧化锌、碱式铬酸铅和助剂组成,第一耐腐蚀层的中间漆由环氧树脂、云母氧化铁、滑石粉和助剂组成,第一耐腐蚀层的面漆由丙烯酸聚氨酯、沉淀硫酸钡、碳酸钙和助剂组成。
5、优选的,所述第二耐腐蚀层由环氧沥青、玻璃纤维、氯化橡胶、云母氧化铁和助剂组成。
6、一种耐腐蚀水泵泵壳的生产方法,包括以下步骤:
7、s1:通过液压机和冲压模具的配合使蜗壳整体成型;
8、s2:以安装板上下表面互为基准对铣,保证安装板的精度和粗糙度;
9、s3:在安装板表面四角位置处钻出安装孔,之后将蜗壳与安装板焊接固定;
10、s4:将安装板固定,以蜗壳前后端面互为基准对铣,将蜗壳两端铣出凸台,保证壳体的精度和粗糙度;
11、s5:将蜗壳两端的凸台分别与进水口管道和出水口管道焊接固定,使壳体完整成型;
12、s6:由打磨机对壳体内外两侧打磨去毛刺,之后,将壳体放入酸洗池内酸洗钝化;
13、s7:将壳体放入清洗池内进行清洗,在清洗完毕后将壳体烘干;
14、s8:在壳体内侧依次设置隔音层、隔离层和第一耐腐蚀层,在壳体外侧依次设置耐压层和第二耐腐蚀层,从而得到完整泵壳。
15、优选的,在液压机和冲压模具使蜗壳整体成型时依次包括模具定位、放置不锈钢型材和涂抹拉伸油、冲压和自动下件工序。
16、优选的,在壳体内侧设置隔音层时,隔音层内的多孔海绵材料通过胶粘与壳体内壁和隔离层表面粘结固定。
17、优选的,在壳体内侧涂覆第一耐腐蚀层时,第一耐腐蚀层厚度为30-50um,在壳体表面涂覆第二耐腐蚀层时,第二耐腐蚀层厚度为60-80um。
18、与现有技术相比,本发明的有益效果是:由于泵壳在内侧和外侧接触的主要腐蚀物质不同,因此本发明在壳体内侧和外侧分别设置有第一耐腐蚀层和第二耐腐蚀层,第一耐腐蚀层由底漆、中间漆和面漆组成,不仅具备良好的耐水、氧和酸性物质腐蚀的能力,其底漆的黏度较低,能够渗透和布满隔离层表面细微的不平整的结构中,达到较强的锚固作用,不易脱落,而其表面能够具备致密的屏蔽层,起到很好的隔离效果,而第二耐腐蚀层则采用环氧沥青、玻璃纤维、氯化橡胶、云母氧化铁和助剂组成,其中的氯化橡胶和环氧沥青具体很好的耐大气的保护性能,而玻璃纤维又具备一定的韧性,提升抗冲击能力。
技术特征:
1.一种耐腐蚀水泵泵壳,其特征在于:包括壳体(1)、进水口(2)、出水口(3)、密封环(5)、法兰盘(6)、隔音层(7)、第一耐腐蚀层(9)和第二耐腐蚀层(11);所述壳体(1)两端分别开设有进水口(2)和出水口(3),所述壳体(1)内壁对应进水口(2)和出水口(3)位置处开设有密封槽(4),密封槽(4)内设置有密封环(5),壳体(1)两端位于进水口(2)和出水口(3)外侧设置有法兰盘(6),所述壳体(1)内壁设置有隔音层(7),隔音层(7)内侧设置有第一耐腐蚀层(9),所述壳体(1)表面设置有耐压层(10),所述耐压层(10)表面设置有第二耐腐蚀层(11),所述壳体(1)底部设置有安装板(12),安装板(12)表面四角位置处开设有安装孔(13)。
2.根据权利要求1所述的一种耐腐蚀水泵泵壳,其特征在于:所述隔音层(7)内部为多孔的海绵材料,隔音层(7)与第一耐腐蚀层(9)之间设置有隔离层(8),隔离层(8)由防水材料制成。
3.根据权利要求1所述的一种耐腐蚀水泵泵壳,其特征在于:所述第一耐腐蚀层(9)由底漆(901)、中间漆(902)和面漆(903)组成,其中,第一耐腐蚀层(9)的底漆(901)由环氧树脂、氧化锌、碱式铬酸铅和助剂组成,第一耐腐蚀层(9)的中间漆(902)由环氧树脂、云母氧化铁、滑石粉和助剂组成,第一耐腐蚀层(9)的面漆(903)由丙烯酸聚氨酯、沉淀硫酸钡、碳酸钙和助剂组成。
4.根据权利要求1所述的一种耐腐蚀水泵泵壳,其特征在于:所述第二耐腐蚀层(11)由环氧沥青、玻璃纤维、氯化橡胶、云母氧化铁和助剂组成。
5.根据权利要求1-4任一所述的一种耐腐蚀水泵泵壳的生产方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种耐腐蚀水泵泵壳的生产方法,其特征在于:在液压机和冲压模具使蜗壳整体成型时依次包括模具定位、放置不锈钢型材和涂抹拉伸油、冲压和自动下件工序。
7.根据权利要求5所述的一种耐腐蚀水泵泵壳的生产方法,其特征在于:在壳体(1)内侧设置隔音层(7)时,隔音层(7)内的多孔海绵材料通过胶粘与壳体(1)内壁和隔离层(8)表面粘结固定。
8.根据权利要求5所述的一种耐腐蚀水泵泵壳的生产方法,其特征在于:在壳体(1)内侧涂覆第一耐腐蚀层(9)时,第一耐腐蚀层(9)厚度为30-50um,在壳体(1)表面涂覆第二耐腐蚀层(11)时,第二耐腐蚀层(11)厚度为60-80um。
技术总结
本发明属于水泵领域,具体公开了一种耐腐蚀水泵泵壳及其生产方法,包括壳体、进水口、出水口、密封环、法兰盘、隔音层、第一耐腐蚀层和第二耐腐蚀层;所述壳体两端分别开设有进水口和出水口,所述壳体内壁对应进水口和出水口位置处开设有密封槽,密封槽内设置有密封环,壳体两端位于进水口和出水口外侧设置有法兰盘,所述壳体内壁设置有隔音层,隔音层内侧设置有第一耐腐蚀层,所述壳体表面设置有耐压层,所述耐压层表面设置有第二耐腐蚀层,所述壳体底部设置有安装板,安装板表面四角位置处开设有安装孔。
技术研发人员:凤金泉,凤元树,李刚,耿辉,董康
受保护的技术使用者:安徽龙泉泵阀制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!