一种用于挖掘机的液压阀体铸件的制作方法
1.本实用新型属于阀体铸件技术领域,特别涉及一种用于挖掘机的液压阀体铸件。
背景技术:
2.阀体铸件具体分类为:球墨铸铁、灰铸件和碳素钢,市场上最为常见的就是球磨铸件,球墨铸铁是铸铁的一种,这种铸铁,团状或球状石墨取代了灰铸铁中的片状石墨,这种金属内部结构的改变使它的机械性能比普通的灰铸铁要好,而且不损伤其它性能。
3.挖掘机液压阀体铸件作为挖掘机压泵送系统中的关键零部件,对挖掘机的使用寿命和性能有很大影响,现有的液压阀体在拼装过程中不能有效的进行拼接定位,从而容易大大降低拼装效率。
技术实现要素:
4.本实用新型的目的是提供一种用于挖掘机的液压阀体铸件,其优点是对液压阀体拼装过程中进行有效的进行拼接定位,大大的提高了拼装效率。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的,一种用于挖掘机的液压阀体铸件,包括液压阀本体,所述液压阀本体的一端活动套接有第一封头,所述液压阀本体的另一端活动套接有第二封头,所述第一封头和第二封头的侧壁均设置有限位固定组件。
6.采用上述技术方案,通过设置液压阀本体、第一封头、第二封头和限位固定组件,在第一封头和第二封头分别与液压阀本体的两端进行拼接固定过程中,通过设置限位固定组件,可以对第一封头和第二封头与液压阀本体的两端拼接过程进行定位,从而大大提高了第一封头和第二封头与液压阀本体拼接固定的工作效率,通过设置限位固定组件,不仅仅对第一封头和第二封头与液压阀本体的两端拼接过程进行定位,同时也对第一封头和第二封头与液压阀本体的两端进行锁紧固定。
7.本实用新型进一步设置为:所述限位固定组件包括定位柱、定位槽、限位块、限位槽和第一内六角螺栓,所述定位柱的一端分别固定连接于第一封头和第二封头的侧壁,所述定位柱的数量为四个,且分别均匀分布在第一封头和第二封头的侧壁,所述定位槽开分别设于第一封头和第二封头的侧壁,所述定位柱与定位槽相插接,所述限位块分别固定连接于第一封头和第二封头的侧壁,所述限位槽分别开设于液压阀本体的两端,所述第一内六角螺栓分别螺纹连接于第一封头和第二封头的侧壁,所述第一内六角螺栓数量为四个,且分别贯穿第一封头和第二封头的侧壁至液压阀本体内部,且分别均匀分布在第一封头和第二封头的侧壁。
8.采用上述技术方案,通过设置定位柱、定位槽、限位块、限位槽和第一内六角螺栓,在第一封头和第二封头分别与液压阀本体的两端进行拼接过程中,第一封头和第二封头侧壁上的定位柱,分别会插入液压阀本体两端上的定位槽内,同时第一封头和第二封头侧壁上的限位块,分别会插入液压阀本体两端上的限位槽内,从而对第一封头和第二封头与液
压阀本体的两端拼接过程进行定位,再通过四个第一内六角螺栓,可以将第一封头和第二封头分别与液压阀本体的两端进行锁紧固定。
9.本实用新型进一步设置为:所述第一封头和第二封头的一端分别开设有卡槽,所述第一封头和第二封头的一端分别设置有与卡槽相卡接的封盖,所述封盖的侧壁螺纹连接有第二内六角螺栓,所述第二内六角螺栓数量为四个,且贯穿封盖至卡槽内部。
10.采用上述技术方案,通过设置卡槽、封盖和第二内六角螺栓,将封盖分别与第一封头和第二封头一端的卡槽进行卡接,然后再通过四个第二内六角螺栓,可以将封盖分别与第一封头和第二封头进行连接固定,从而对第一封头和第二封头进行密封。
11.本实用新型进一步设置为:所述限位块的内侧壁固定连接有凸块,所述凸块的数量为四个,且在限位块的内侧壁均匀分布,所述限位槽的侧壁开设有与凸块相卡接的凹槽。
12.采用上述技术方案,通过设置凸块和凹槽,第一封头和第二封头侧壁上的限位块,分别插入液压阀本体两端上的限位槽内时,限位块内侧壁上的凸块会与限位槽上的凹槽进行卡接,从而提高了限位块与限位槽之间的卡紧度。
13.本实用新型进一步设置为:所述封盖与卡槽之间设置有第一密封圈,所述第一密封圈的侧壁与卡槽的内侧壁固定连接。
14.采用上述技术方案,通过设置第一密封圈,达到了对封盖与卡槽之间的缝隙进行密封,避免液压油从缝隙中流出的效果。
15.本实用新型进一步设置为:所述第一封头和第二封头与液压阀本体之间设置有第二密封圈,所述第二密封圈分别与液压阀本体的两端固定连接。
16.采用上述技术方案,通过设置第二密封圈,达到了对第一封头和第二封头与液压阀本体之间的缝隙进行密封,避免液压油从缝隙中流出的效果。
17.综上,本实用新型具有以下有益效果:
18.通过设置液压阀本体、第一封头、第二封头和限位固定组件,在第一封头和第二封头分别与液压阀本体的两端进行拼接过程中,通过设置限位固定组件,可以对第一封头和第二封头与液压阀本体的两端拼接过程进行定位,从而大大提高了第一封头和第二封头与液压阀本体拼接固定的工作效率,通过设置限位固定组件,不仅仅对第一封头和第二封头与液压阀本体的两端拼接过程进行定位,同时也对第一封头和第二封头分别与液压阀本体的两端进行锁紧固定。
附图说明
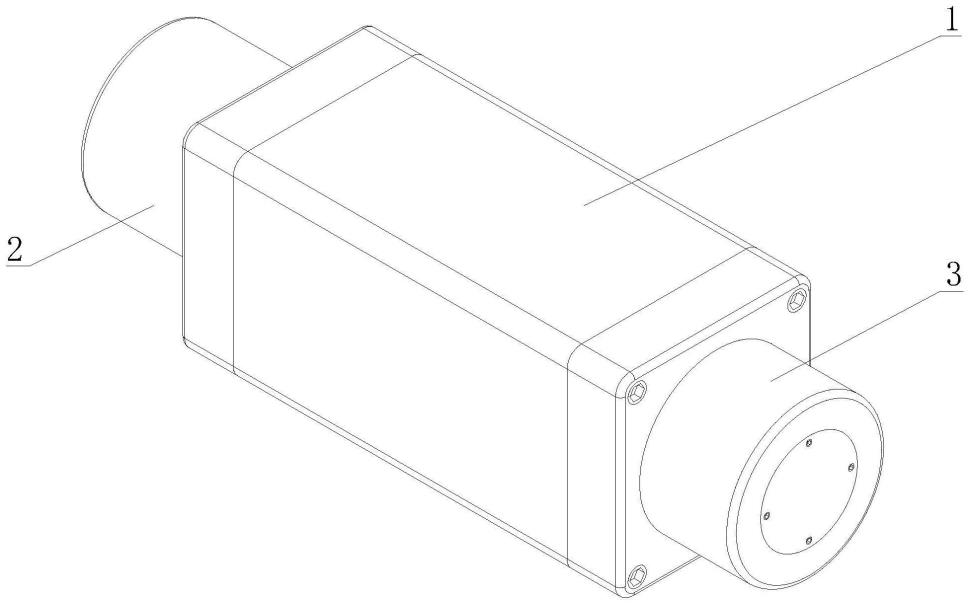
19.图1是本实用新型的整体结构示意图;
20.图2是本实用新型中的右视图;
21.图3是本实用新型中a-a处立体剖面图;
22.图4是本实用新型中限位固定组件的结构示意图;
23.图5是本实用新型中卡槽、第一密封圈和第二密封圈的结构示意图。
24.图中,1、液压阀本体;2、第一封头;3、第二封头;4、限位固定组件;401、定位柱;402、定位槽;403、限位块;404、限位槽;405、第一内六角螺栓;5、卡槽;6、封盖;7、第二内六角螺栓;8、凸块;9、凹槽;10、第一密封圈;11、第二密封圈。
具体实施方式
25.以下结合附图对本实用新型作进一步详细说明。
26.实施例:
27.请参阅图1-5,本实用新型提供技术方案:一种用于挖掘机的液压阀体铸件,包括液压阀本体1,液压阀本体1的一端活动套接有第一封头2,液压阀本体1的另一端活动套接有第二封头3,第一封头2和第二封头3的侧壁均设置有限位固定组件4,通过设置液压阀本体1、第一封头2、第二封头3和限位固定组件4,在第一封头2和第二封头3分别与液压阀本体1的两端进行拼接过程中,通过设置限位固定组件4,可以对第一封头2和第二封头3与液压阀本体1的两端拼接过程进行定位,从而大大提高了第一封头2和第二封头3与液压阀本体1拼接固定的工作效率,通过设置限位固定组件4,不仅仅对第一封头2和第二封头3与液压阀本体1的两端拼接过程进行定位,同时也对第一封头2和第二封头3分别与液压阀本体1的两端进行锁紧固定。
28.参考图4,限位固定组件4包括定位柱401、定位槽402、限位块403、限位槽404和第一内六角螺栓405,定位柱401的一端分别固定连接于第一封头2和第二封头3的侧壁,定位柱401的数量为四个,且分别均匀分布在第一封头2和第二封头3的侧壁,定位槽402开分别设于第一封头2和第二封头3的侧壁,定位柱401与定位槽402相插接,限位块403分别固定连接于第一封头2和第二封头3的侧壁,限位槽404分别开设于液压阀本体1的两端,第一内六角螺栓405分别螺纹连接于第一封头2和第二封头3的侧壁,第一内六角螺栓405数量为四个,且分别贯穿第一封头2和第二封头3的侧壁至液压阀本体1内部,且分别均匀分布在第一封头2和第二封头3的侧壁,通过设置定位柱401、定位槽402、限位块403、限位槽404和第一内六角螺栓405,在第一封头2和第二封头3分别与液压阀本体1的两端进行拼接过程中,第一封头2和第二封头3侧壁上的定位柱401,分别会插入液压阀本体1两端上的定位槽402内,同时第一封头2和第二封头3侧壁上的限位块403,分别会插入液压阀本体1两端上的限位槽404内,从而对第一封头2和第二封头3与液压阀本体1的两端拼接过程进行定位,再通过四个第一内六角螺栓405,可以将第一封头2和第二封头3分别与液压阀本体1的两端进行锁紧固定。
29.参考图4和图5,第一封头2和第二封头3的一端分别开设有卡槽5,第一封头2和第二封头3的一端分别设置有与卡槽5相卡接的封盖6,封盖6的侧壁螺纹连接有第二内六角螺栓7,第二内六角螺栓7数量为四个,且贯穿封盖6至卡槽5内部,通过设置卡槽5、封盖6和第二内六角螺栓7,将封盖6分别与第一封头2和第二封头3一端的卡槽5进行卡接,然后再通过四个第二内六角螺栓7,可以将封盖6分别与第一封头2和第二封头3进行连接固定,从而对第一封头2和第二封头3进行密封。
30.参考图4,限位块403的内侧壁固定连接有凸块8,凸块8的数量为四个,且在限位块403的内侧壁均匀分布,限位槽404的侧壁开设有与凸块8相卡接的凹槽9,通过设置凸块8和凹槽9,第一封头2和第二封头3侧壁上的限位块403,分别插入液压阀本体1两端上的限位槽404内时,限位块403内侧壁上的凸块8会与限位槽404上的凹槽9进行卡接,从而提高了限位块403与限位槽404之间的卡紧度。
31.参考图5,封盖6与卡槽5之间设置有第一密封圈10,第一密封圈10的侧壁与卡槽5的内侧壁固定连接,通过设置第一密封圈10,达到了对封盖6与卡槽5之间的缝隙进行密封,
避免液压油从缝隙中流出的效果。
32.参考图5,第一封头2和第二封头3与液压阀本体1之间设置有第二密封圈11,第二密封圈11分别与液压阀本体1的两端固定连接,通过设置第二密封圈11,达到了对第一封头2和第二封头3与液压阀本体1之间的缝隙进行密封,避免液压油从缝隙中流出的效果。
33.使用过程简述:在第一封头2和第二封头3分别与液压阀本体1的两端进行拼接固定过程中,第一封头2和第二封头3侧壁上的定位柱401,分别会插入液压阀本体1两端上的定位槽402内,同时第一封头2和第二封头3侧壁上的限位块403,分别会插入液压阀本体1两端上的限位槽404内,从而对第一封头2和第二封头3与液压阀本体1的两端拼接过程进行定位,限位块403内侧壁上的凸块8会与限位槽404上的凹槽9进行卡接,从而提高了限位块403与限位槽404之间的卡紧度,再通过四个第一内六角螺栓405,可以将第一封头2和第二封头3分别与液压阀本体1的两端进行锁紧固定,在将封盖6分别与第一封头2和第二封头3一端的卡槽5进行卡接,然后再通过四个第二内六角螺栓7,可以将封盖6分别与第一封头2和第二封头3进行连接固定,从而对第一封头2和第二封头3进行密封,在平时工作过程中,第一密封圈10会对封盖6与卡槽5之间的缝隙进行密封,避免液压油从缝隙中流出,同时第二密封圈11会对第一封头2和第二封头3与液压阀本体1之间的缝隙进行密封,避免液压油从缝隙中流出。
34.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1