轧材线液压节能方法、系统、终端及存储介质与流程
本发明属于冶金液压系统,具体涉及一种轧材线液压节能方法、系统、终端及存储介质。
背景技术:
1、液压系统是给执行机构、系统提供动力的,运行期间由于生产状态变化,所提供的流量变化较大。在待机状态中,部分现场设备机械负荷为零,但驱动液压泵的电机处于全运转保压模式,所做的无用功耗巨大。若人工对这些电机进行开关操作,不仅操作复杂,一旦开启不及时容易造成延误生产。
技术实现思路
1、针对现有技术的上述不足,本发明提供一种轧材线液压节能方法、系统、终端及存储介质,以解决上述技术问题。
2、第一方面,本发明提供一种轧材线液压节能方法,包括:
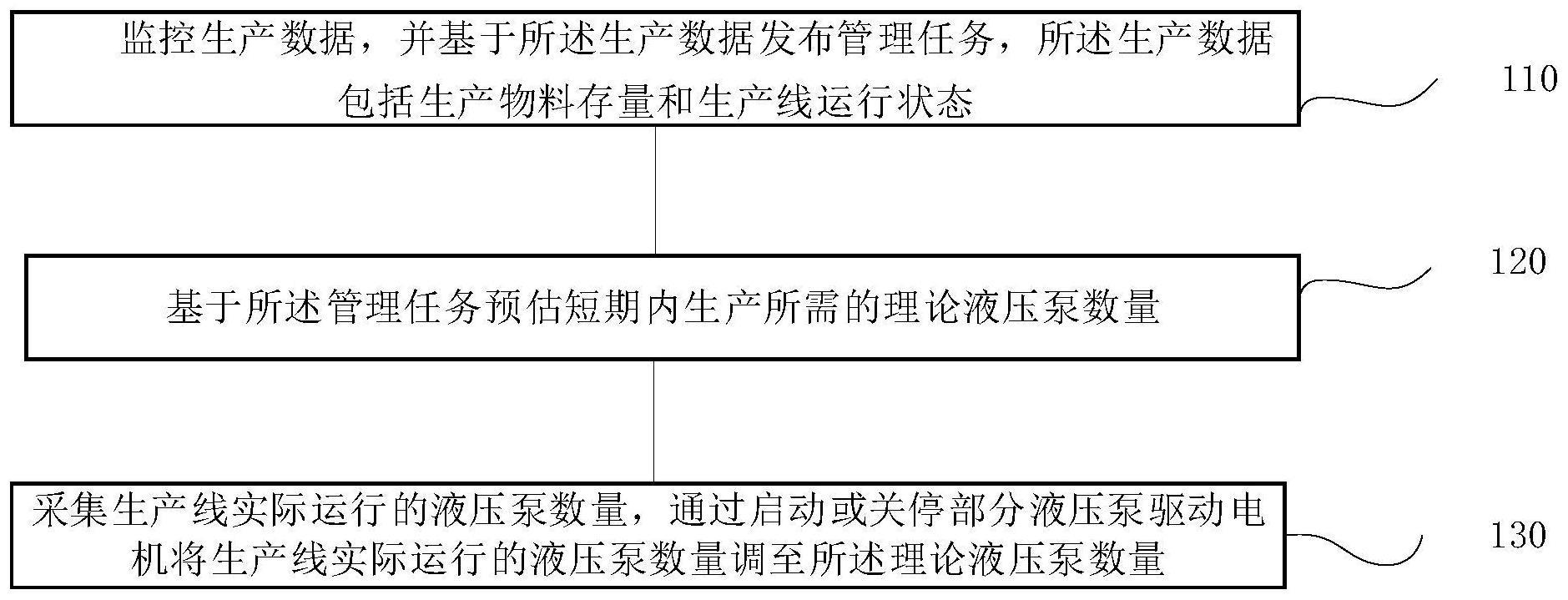
3、监控生产数据,并基于所述生产数据发布管理任务,所述生产数据包括生产物料存量和生产线运行状态;
4、基于所述生产状态预估短期内生产所需的理论液压泵数量;
5、采集生产线实际运行的液压泵数量,通过启动或关停部分液压泵驱动电机将生产线实际运行的液压泵数量调至所述理论液压泵数量。
6、进一步的,监控生产数据,并基于所述生产数据发布管理任务,所述生产数据包括生产物料存量和生产线运行状态,包括:
7、定期收集原料存量,若实际存量低于设定的原料阈值,则获取原料补充等待时间,基于实际存量和所述原料补充等待时间生成生产线理论功率;
8、对接加热炉燃烧系统,在从mes系统获取到钢坯待温开始时间及出钢时间时,生成相应的管理任务,所述管理任务限定在待温期间将生产线功率降至最低;
9、监控生产线关键设备的在位数据,所述在位数据包括电压电流数据,若监控到关键设备的在位数据异常则生成将生产线功率降至最低的管理任务。
10、进一步的,定期收集原料存量,若实际存量低于设定的原料阈值,则获取原料补充等待时间,基于实际存量和所述原料补充等待时间生成生产线理论功率,包括:
11、创建原料监控线程,所述监控线程基于计时器判断在设定期限内是否接收到人工维护终端上传的原料存量:
12、若否,则生成告警提示。
13、进一步的,采集生产线实际运行的液压泵数量,通过启动或关停部分液压泵驱动电机将生产线实际运行的液压泵数量调至所述理论液压泵数量,包括:
14、维护液压泵状态列表,所述列表中同步记录正在运行的液压泵的基础信息;
15、从所述列表中抓取当前实际运行的液压泵数量,比较实际运行的液压泵数量与理论液压泵数量的大小;
16、若实际运行的液压泵数量大于理论液压泵数量,则关闭部分液压泵驱动电机,关闭的液压泵驱动电机数量等于实际运行的液压泵数量与理论液压泵数量的差值;
17、若实际运行的液压泵数量小于理论液压泵数量,则按预设的启动顺序依次启动部分液压泵驱动电机,启动的液压泵驱动电机数量等于理论液压泵数量与实际运行的液压泵数量的差值。
18、第二方面,本发明提供一种轧材线节能系统,包括:
19、数据监控单元,用于监控生产数据,并基于所述生产数据发布管理任务,所述生产数据包括生产物料存量和生产线运行状态;
20、目标计算单元,用于基于所述管理任务预估短期内生产所需的理论液压泵数量;
21、节能执行单元,用于采集生产线实际运行的液压泵数量,通过启动或关停部分液压泵驱动电机将生产线实际运行的液压泵数量调至所述理论液压泵数量。
22、进一步的,所述数据监控单元包括:
23、第一监控模块,用于定期收集原料存量,若实际存量低于设定的原料阈值,则获取原料补充等待时间,基于实际存量和所述原料补充等待时间生成生产线理论功率;
24、第二监控模块,用于对接加热炉燃烧系统,在从mes系统获取到钢坯待温开始时间及出钢时间时,生成相应的管理任务,所述管理任务限定在煤气停供期间将生产线功率降至最低;
25、第三监控模块,用于监控生产线关键设备的在位数据,所述在位数据包括电压电流数据,若监控到关键设备的在位数据异常则生成将生产线功率降至最低的管理任务。
26、进一步的,所述第一监控模块包括:
27、期限监控子模块,用于创建原料监控线程,所述监控线程基于计时器判断在设定期限内是否接收到人工维护终端上传的原料存量;
28、告警生成子模块,用于若在设定期限内未接收到人工维护终端上传的原料存量,则生成告警提示。
29、进一步的,所述节能执行单元包括:
30、列表维护模块,用于维护液压泵状态列表,所述列表中同步记录正在运行的液压泵的基础信息;
31、数量比较模块,用于从所述列表中抓取当前实际运行的液压泵数量,比较实际运行的液压泵数量与理论液压泵数量的大小;
32、第一执行模块,用于若实际运行的液压泵数量大于理论液压泵数量,则关闭部分液压泵驱动电机,关闭的液压泵驱动电机数量等于实际运行的液压泵数量与理论液压泵数量的差值;
33、第二执行模块,用于若实际运行的液压泵数量小于理论液压泵数量,则按预设的启动顺序依次启动部分液压泵驱动电机,启动的液压泵驱动电机数量等于理论液压泵数量与实际运行的液压泵数量的差值。
34、第三方面,提供一种操作终端,包括:
35、处理器、存储器,其中,
36、该存储器用于存储计算机程序,
37、该处理器用于从存储器中调用并运行该计算机程序,使得终端执行上述的终端的方法。
38、第四方面,提供了一种计算机存储介质,所述计算机可读存储介质中存储有指令,当其在计算机上运行时,使得计算机执行上述各方面所述的方法。
39、本发明的有益效果在于,本发明提供的轧材线液压节能方法、系统、终端及存储介质,通过监控生产线的生产状态,对于待机状态下的液压站流量需求进行预估,从而生成管理任务,基于管理任务对生产线的液压泵运行数量进行控制,从而避免液压泵全开对能源的浪费。
40、此外,本发明设计原理可靠,结构简单,具有非常广泛的应用前景。
技术特征:
1.一种轧材线液压节能方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,监控生产数据,并基于所述生产数据发布管理任务,所述生产数据包括生产物料存量和生产线运行状态,包括:
3.根据权利要求2所述的方法,其特征在于,定期收集原料存量,若实际存量低于设定的原料阈值,则获取原料补充等待时间,基于实际存量和所述原料补充等待时间生成生产线理论功率,包括:
4.根据权利要求1所述的方法,其特征在于,采集生产线实际运行的液压泵数量,通过启动或关停部分液压泵驱动电机将生产线实际运行的液压泵数量调至所述理论液压泵数量,包括:
5.一种轧材线液压节能系统,其特征在于,包括:
6.根据权利要求5所述的系统,其特征在于,所述数据监控单元包括:
7.根据权利要求6所述的系统,其特征在于,所述第一监控模块包括:
8.根据权利要求5所述的系统,其特征在于,所述节能执行单元包括:
9.一种终端,其特征在于,包括:
10.一种存储有计算机程序的计算机可读存储介质,其特征在于,该程序被处理器执行时实现如权利要求1-4中任一项所述的方法。
技术总结
本发明涉及冶金液压系统技术领域,具体提供一种轧材线液压节能方法、系统、终端及存储介质,包括:监控生产数据,并基于所述生产数据发布管理任务,所述生产数据包括生产物料存量和生产线运行状态;基于所述管理任务预估短期内生产所需的理论液压泵数量;采集生产线实际运行的液压泵数量,通过启动或关停部分液压泵驱动电机将生产线实际运行的液压泵数量调至所述理论液压泵数量。本发明通过监控生产线的工作状态,对于各液压站流量需求进行预估,从而生成管理任务,基于管理任务对生产线的液压泵运行数量进行控制,从而避免液压泵全开对能源的浪费。
技术研发人员:孙时建,陈民,王珩,张笃增,施汉生,吴孔明,李克,张学成,徐刚,赵海峰,郭警惕,张继显
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!