一种带色标传感器的液压缸及活塞杆色带制作工艺的制作方法
本发明涉及液压缸,具体涉及一种带色标传感器的液压缸及活塞杆色带制作工艺。
背景技术:
1、液压缸,是依靠液压力来驱动负载实现直线运动,是结构最简单、应用最普遍的液压执行机构。在叉车等工业车辆中,液压油缸可以用来控制升降、倾斜以及转向,完成各种作业任务,通过液压系统的能量输出和传递,控制车辆及其装置的前后、上下、倾斜等方向和角度,以适应各种不同的工作场景和需求。
2、公开号为cn217152475u的一篇中国实用新型专利,其公开了带中位检测传感器的转向油缸,包括具有缸体、活塞杆和端盖的转向油缸,还包括支架、色标传感器和深颜色标识件,支架固定装配于端盖,支架外侧固定装配有感应端对应活塞杆杆身的色标传感器,深颜色标识件设置于活塞杆杆身,并且深颜色标识件位于缸体在活塞杆中心时传感器感应端对应的位置。
3、但是其标识件与活塞杆是分体式设置,标识件套设在活塞杆之上,在长时间使用后容易出现磨损,影响活塞杆及油缸的正常使用。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,提供一种带色标传感器的液压缸,包括缸筒以及滑动设置在缸筒内的活塞和活塞杆,在缸筒与活塞之间设置有支撑环,在缸筒两端分别设置有导向套a和导向套b,在活塞杆上设置有色带,在导向套b上设置有色标传感器,不仅色带成型后与活塞杆融为一体更耐磨而且液压缸结构更合理、拆装更便捷。
2、本发明的技术解决措施如下:
3、一种带色标传感器的液压缸,包括缸筒以及滑动设置在缸筒内的活塞和活塞杆,所述缸筒与活塞之间设置有支撑环,所述缸筒两端分别设置有导向套a和导向套b,所述活塞杆上设置有色带,所述导向套b上设置有色标传感器,所述色带移动至色标传感器位置时色标传感器发送信号至系统做出相应动作。
4、作为一种优选,所述缸筒上开设有安装槽a,所述导向套a和导向套b上均开设有安装槽b,所述安装槽b内开设有挂钩孔,所述安装槽a和安装槽b内设置有钢丝挡圈。
5、作为一种优选,所述缸筒与导向套a、导向套b之间设置有o型圈a。
6、作为一种优选,所述缸筒和导向套b上均开设有插销孔,所述插销孔内设置有弹性圆柱销,所述缸筒上还开设有钢丝挡圈安装口。
7、作为一种优选,所述活塞和缸筒之间设置有格莱圈,所述活塞和活塞杆之间设置有钢珠和o型圈b。
8、作为一种优选,所述活塞杆和导向套a、导向套b之间设置有密封圈和防尘圈。
9、作为一种优选,所述色带宽度设置为3mm。
10、本发明还提供一种活塞杆色带制作工艺,其能通过对工件表面进行镀铬,然后在工件表面车出色带槽,接着对色带槽内进行喷涂,达到工件性能更优良、有效提高使用寿命、色带成型后与工件融为一体且不易磨损等目的。
11、一种活塞杆色带制作工艺,包括以下步骤:
12、步骤一、机加工,将工件进行调制、校直后通过加工设备进行机械加工;
13、步骤二、表面淬火,将完成机械加工后的工件通过淬火设备进行表面淬火;
14、步骤三、磨削抛光,将表面淬火后的工件先后通过磨削机和抛光机进行磨削和抛光;
15、步骤四、镀铬,将抛光后的工件通过镀铬设备进行表面镀铬;
16、步骤五、车槽,将镀铬后的工件通过自动铣槽机车出色带槽;
17、步骤六、喷涂,通过热喷涂机对色带槽内喷涂材料制备色带;
18、步骤七、整体磨削抛光,将完成色带喷涂的工件先后通过磨削机和抛光机进行整体磨削和抛光;
19、步骤八、加工两头,将整体磨削和抛光后的工件通过加工中心加工两头后得到成品。
20、作为一种优选,所述步骤四中镀铬的铬层厚度设置为40~55μm。
21、作为又一种优选,所述步骤六中的喷涂材料为陶瓷合金。
22、本发明的有益效果在于
23、本发明的液压缸中,缸筒上开设有安装槽a,导向套a和导向套b上开设有安装槽b,安装槽a和安装槽b内设置有钢丝挡圈,安装槽b内还开设有挂钩孔,缸筒上开设有钢丝挡圈安装口,安装时挂钩孔对准缸筒上的钢丝挡圈安装口推入缸筒内,直到与安装槽a对齐,钢丝挡圈上的挂钩挂入挂钩孔内,然后顺时针旋转导向套a和导向套b把钢丝挡圈带入安装槽b内即可完成安装,同时,钢丝挡圈尾端设有斜角,逆时针旋转导向套a和导向套b即可把钢丝挡圈带出来,拆装方便,结构巧妙合理。
24、本发明设置有色带,通过在活塞杆上车出色带槽,然后通过热喷涂设备对色带槽内喷涂陶瓷合金制成色带,色带成型后通过抛光打磨与活塞杆融为一体,并且陶瓷合金制成的色带耐磨、硬度、粗糙度不低于镀铬层,使得色带更加耐磨、不易出现磨损,提高产品整体的使用寿命。
25、本发明在对活塞杆镀铬时,在正常铬层厚度需求上增加30μm,然后再车色带槽,不仅进一步提高了活塞杆的表面硬度和耐磨性能,而且能够使色带槽具有更大的深度,能使喷涂的陶瓷合金更厚,提高色带的耐磨性能。
26、综上所述,本发明具有拆装便捷、不易磨损、提高整体使用寿命、性能更优越、结构简单等优点,适合液压缸技术领域。
技术特征:
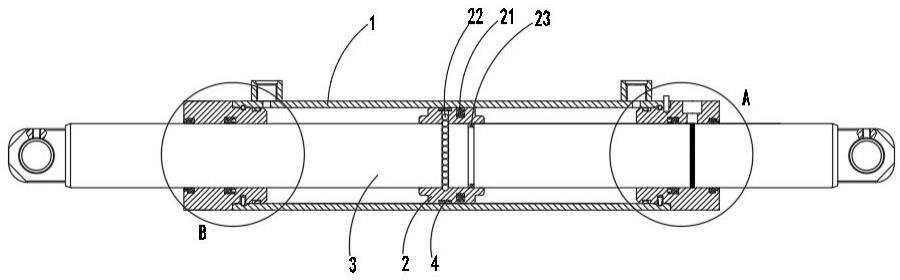
1.一种带色标传感器的液压缸,包括缸筒(1)以及滑动设置在缸筒(1)内的活塞(2)和活塞杆(3),其特征在于,所述缸筒(1)与活塞(2)之间设置有支撑环(4),所述缸筒(1)两端分别设置有导向套a(5)和导向套b(6),所述活塞杆(3)上设置有色带(7),所述导向套b(6)上设置有色标传感器(8),所述色带(7)移动至色标传感器(8)位置时色标传感器(8)发送信号至系统做出相应动作。
2.根据权利要求1所述的一种带色标传感器的液压缸,其特征在于,所述缸筒(1)上开设有安装槽a(11),所述导向套a(5)和导向套b(6)上均开设有安装槽b(41),所述安装槽b(41)内开设有挂钩孔(42),所述安装槽a(11)和安装槽b(41)内设置有钢丝挡圈(9)。
3.根据权利要求2所述的一种带色标传感器的液压缸,其特征在于,所述缸筒(1)与导向套a(5)、导向套b(6)之间设置有o型圈a(12)。
4.根据权利要求2所述的一种带色标传感器的液压缸,其特征在于,所述缸筒(1)和导向套b(6)上均开设有插销孔(13),所述插销孔(13)内设置有弹性圆柱销(14),所述缸筒(1)上还开设有钢丝挡圈安装口(15)。
5.根据权利要求2所述的一种带色标传感器的液压缸,其特征在于,所述活塞(2)和缸筒(1)之间设置有格莱圈(21),所述活塞(2)和活塞杆(3)之间设置有钢珠(22)和o型圈b(23)。
6.根据权利要求2所述的一种带色标传感器的液压缸,其特征在于,所述活塞杆(3)和导向套a(5)、导向套b(6)之间设置有密封圈(31)和防尘圈(32)。
7.根据权利要求2所述的一种带色标传感器的液压缸,其特征在于,所述色带(7)宽度设置为3mm。
8.一种活塞杆色带制作工艺,其特征在于,包括以下步骤:
9.根据权利要求2所述的一种压铸机浇口套的生产工艺,其特征在于,所述步骤四中镀铬的铬层厚度设置为40~55μm。
10.根据权利要求3所述的一种压铸机浇口套的生产工艺,其特征在于,所述步骤六中的喷涂材料为陶瓷合金。
技术总结
本发明涉及一种带色标传感器的液压缸,包括缸筒以及滑动设置在缸筒内的活塞和活塞杆,缸筒与活塞之间设置有支撑环,缸筒两端分别设置有导向套a和导向套b,活塞杆上设置有色带,导向套b上设置有色标传感器,色带移动至色标传感器位置时色标传感器发送信号至系统做出相应动作。本发明还提供一种活塞杆色带制作工艺,其能通过对工件表面进行镀铬,然后在工件表面车出色带槽,接着对色带槽内进行喷涂,达到工件性能更优良、有效提高使用寿命、色带成型后与工件融为一体且不易磨损等目的。
技术研发人员:蒋先江,陈松,帅玉华
受保护的技术使用者:浙江匠心液压科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!