一种自动插拔管的抽真空装置的制作方法
本技术涉及一种抽真空装置,具体涉及一种自动插拔管的抽真空装置。
背景技术:
1、罗茨真空机组是一种真空获得设备,被广泛用于各行各业。当用于制冷行业时,罗茨真空机组一般是设计成自动化产线进行循环抽真空。即数台罗茨真空机组组成一个循环,每台置于一个吊蓝上,吊蓝随产线围成一圈循环匀速运行,外侧是生产线,真空腔室置于生产线上以同样的速度匀速运行。现有生产线上需要在真空腔室进行抽真空之前,有人专门负责连接罗茨真空机组与真空腔室之间的抽吸管路,然后再启动真空机组。这样自动化生产线实为半自动化生产线,一般为人工插管与启动,待抽吸达到设定压力与运行至指定位置时,通过光电传感器发出信号,真空机组停止运行,并自动拔管。然后真空机组再进入下一个循环的抽吸工作。不但增加了人工成本,而且降低了生产效率。另外真空机组循环抽吸过程中,需要反复启停,提高了真空泵的故障率,增加了设备维护成本。
技术实现思路
1、本实用新型旨在设计一种自动插、拔管抽真空系统,解决现有生产线上只能自动拔管,需人人工插管与启动的问题。
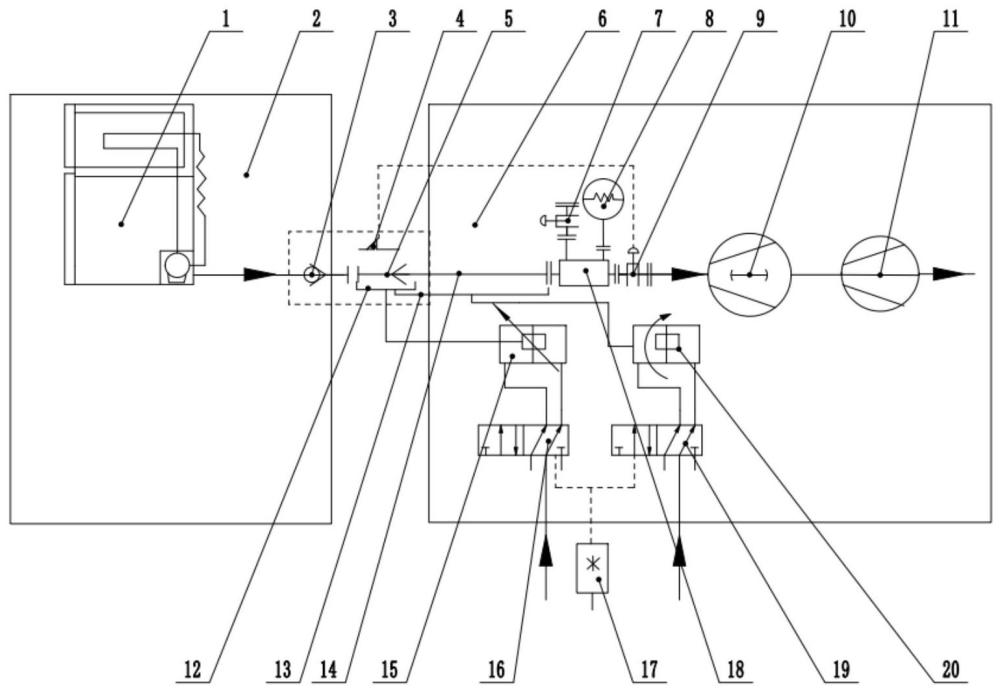
2、本实用新型提供的一种自动插拔管的抽真空装置,由真空腔室部分和真空机组部分组成;
3、所述真空腔室部分包括真空腔室,以及安装在所述真空腔室上的单向快插接头;所述单向插接头为腔室的抽吸口;
4、其中,所述真空腔室部分还包括腔室承载装置,用于安装真空腔室。
5、所述单向快插接头装在真空腔室上,为腔室抽吸口,真空腔室置于腔室承载装置上,作为一个整体可位于产线上运行。
6、所述真空机组部分包括行程开关、充气阀和开关阀;两个二位五通电磁阀、两个气缸和导轨;
7、其中,所述行程开关通过四通分别连接充气阀和开关阀;所述充气阀用于气体进入抽气管路的开关;所述开关阀用于控制抽真空的开关;
8、其中,还连接有真空计,所述真空计与四通连接。
9、其中,两个气缸通过管道连接在所述行程开关和四通之间;
10、其中,二位五通电磁阀ⅰ安装在直线气缸上,二位五通电磁阀ⅱ安装在旋转气缸上;旋转气缸连接导轨,所述旋转气缸用于控制导轨的旋转;导轨上安装有滑块,所述滑块连接所述直线气缸,所述直线气缸用于控制滑块的行程;
11、其中,所述导轨的顶端安装有自吸快插接头,所述自吸快插接头与所述单向插接头相适配;
12、其中,所述自吸快插接头可与所述行程开关相接触。
13、其中,所述四通连接罗茨泵与旋片泵。
14、即,罗茨泵入口通过四通可分别连接充气阀、开关阀、真空计。
15、其中,所述自吸快插接头与四通通过pvc软管连接。
16、其中,泵的通路末端安装在滑块上。
17、本实用新型中,罗茨泵与旋片泵组成罗茨真空机组,在罗茨泵入口依次装有开关阀、四通、真空计、充气阀、pvc软管、自吸快插接头,整个组成机组抽吸管路。该抽吸管路末端装在滑块上,由一组控制装置控制其行程;该控制装置包括二位五通电磁阀ⅰ装在直线气缸上,二位五通电磁阀ⅱ装在旋转气缸上,旋转气缸控制导轨旋转,可将其旋转至指定角度,滑块装在导轨上,由直线气缸控制行程,可将其运送至指定行程。
18、优选的,罗茨真空机组、抽吸管路及抽吸管路控制装置装于吊蓝上,组成真空机组部分。即,所述吊蓝用于各组件的安装或放置。
19、其中,所述真空机组部分还包括光电传感器ⅰ和光电传感器ⅱ;
20、其中,所述光电传感器ⅰ用于控制判断是否自动插管;所述光电传感器ⅱ用于判断是否自动拔管。
21、其中,所述真空机组部分还包括光栅预警装置,所述光栅预警装置位于光电传感器ⅱ后面,用于判断是否自动拔管成功。
22、其中,光电传感器位于需自动插管指定位置,光电传感器ⅱ位于需自动拔管指定位置,光栅预警装置位于光电传感器ⅱ后面,用于判断是否自动拔管成功。
技术特征:
1.一种自动插拔管的抽真空装置,其特征在于,由真空腔室部分和真空机组部分组成;
2.根据权利要求1所述的抽真空装置,其特征在于,所述真空腔室部分还包括腔室承载装置(2),用于安装真空腔室(1)。
3.根据权利要求1所述的抽真空装置,其特征在于,所述四通(18)连接罗茨泵(10)与旋片泵(11)。
4.根据权利要求3所述的抽真空装置,其特征在于,泵的通路末端安装在滑块(12)上。
5.根据权利要求1所述的抽真空装置,其特征在于,所述真空机组部分还包括吊蓝(6),用于各组件的安装或放置。
6.根据权利要求1所述的抽真空装置,其特征在于,所述真空机组部分还包括光电传感器ⅰ(17)和光电传感器ⅱ(22);
7.根据权利要求6所述的抽真空装置,其特征在于,所述真空机组部分还包括光栅预警装置(21),所述光栅预警装置(21)位于光电传感器ⅱ(22)后面,用于判断是否自动拔管成功。
8.根据权利要求1所述的抽真空装置,其特征在于,所述真空机组部分还包括真空计(8),所述真空计(8)与四通(18)连接。
9.根据权利要求1所述的抽真空装置,其特征在于,所述自吸快插接头(5)与四通(18)通过pvc软管(14)连接。
技术总结
本技术涉及一种自动插拔管的抽真空装置,其中,真空腔室部分包括真空腔室,以及安装在所述真空腔室上的单向快插接头;所述单向插接头为腔室的抽吸口;真空机组部分包括行程开关、充气阀、开关阀、两个二位五通电磁阀、两个气缸和导轨;两个气缸通过管道连接在所述行程开关和四通之间;两个二位五通电磁阀分别安装在直线气缸和旋转气缸上;旋转气缸连接导轨,旋转气缸用于控制导轨的旋转;导轨上安装有滑块,滑块连接直线气缸;导轨的顶端安装有自吸快插接头,自吸快插接头与单向插接头相适配。该装置可使真空机组在循环抽吸过程中不需要反复的启停,只需控制开关阀即可;从而可大大降低真空泵的故障率,减少设备维护成本。
技术研发人员:刘三华,王国梁,郭清春
受保护的技术使用者:北京北仪优成真空技术有限公司
技术研发日:20230601
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!