一种应用于防错的笔形气缸检测结构的制作方法
本技术涉及汽车,更具体地说,涉及一种应用于防错的笔形气缸检测结构。
背景技术:
1、汽车由白车身、内饰件、底盘、动力系统、电气系统等构成,在汽车生产过程中使用大量的螺栓、螺母等标准件作为连接部件,在零件焊接螺母的焊接过程中普遍存在螺母漏焊、焊错等缺陷。
2、行业内一般采用接近开关的方式进行标准件的防错检测,而隐藏在附件内部的螺母防错无法使用接近开关进行防错,人员目视确认隐藏在零件内部的标准件存在较大风险,且生产完成后发现错漏焊无法进行返修。例如挡泥板分总成等零件的螺母隐藏在零件内部,且螺母位置边缘需要进行机器人的电阻点焊焊接,现有的防错技术阻挡机器人的焊接轨迹,不能实现此类螺母的自动化防错,人员的100%检验画百检标记不能够彻底防止漏焊、焊错这种缺陷的产生,同时百检动作增加操作人员工作强度。
技术实现思路
1、本实用新型目的在于提供一种应用于防错的笔形气缸检测结构,以解决覆盖在零件内部的标准焊接螺母防错的问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
3、一种应用于防错的笔形气缸检测结构,包括:
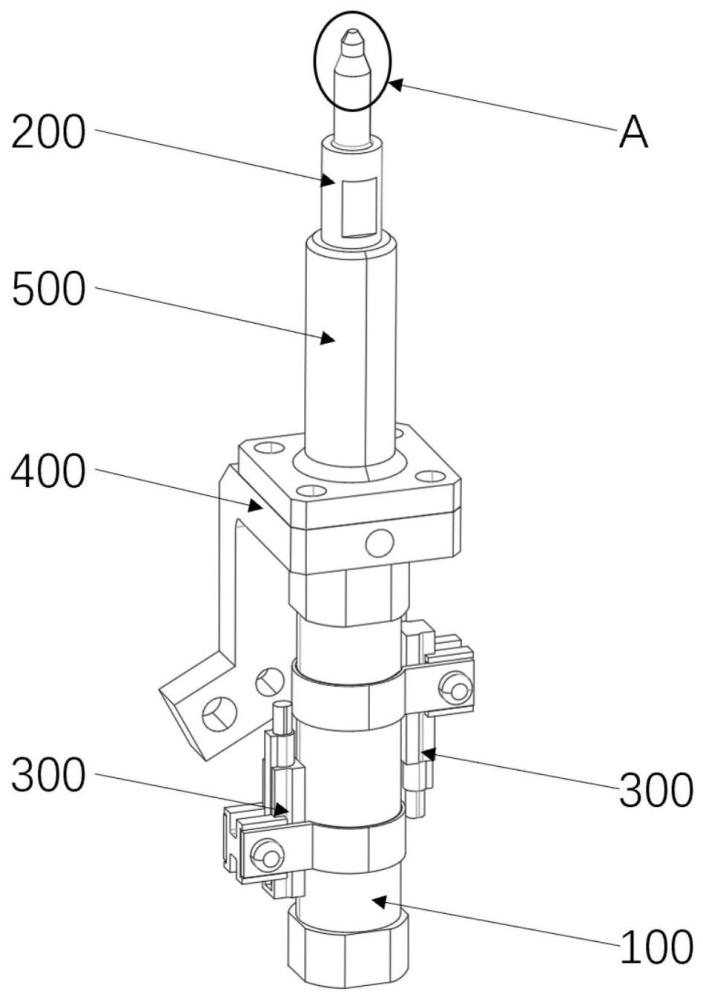
4、气缸100,所述气缸100的活塞上设置有磁性件;
5、检测销200,所述检测销200一端与所述气缸100的活塞杆连接,其另一端由外向内依次设置为第一直径段210和第二直径段220,所述第一直径段210的直径小于正确焊接螺母的螺纹内径,所述第二直径段220的直径大于正确焊接螺母的螺纹内径,但小于零件上焊接螺母孔的内径;
6、检测传感器300,设置在所述气缸100缸体侧壁的预设,可以所述预设位置检测所述磁性件信号。
7、进一步地,所述第一直径段210的直径大于规格比正确焊接螺母小的错误焊接螺母的螺纹内径,所述第二直径段220的直径小于规格比正确焊接螺母大的错误焊接螺母的螺纹内径。
8、进一步地,所述第一直径段210的外端设置有第一导向部230。
9、进一步地,所述第一直径段210和所述第二直径段220之间设置有第二导向部240。
10、进一步地,所述的一种应用于防错的笔形气缸检测结构还包括连接块400和导向套500,所述气缸100缸体的杆端和所述导向套500分别连接在所述连接块400相对的两侧面上,所述气缸100的活塞杆穿过所述连接块400伸入所述导向套500内,所述检测销200穿设于所述导向套500内与所述气缸100的活塞杆连接。
11、进一步地,所述检测传感器300具有两个,沿所述气缸100的轴向分布设置在第一位置和第二位置,分别用于在所述第一位置和所述第二位置检测所述磁性件的信号。
12、与现有技术相比本实用新型的有益效果是:
13、本实用新型提供的一种应用于防错的笔形气缸检测结构,在检测销的一端设置不同直径的第一直径段和第二直径段,通过气缸带动检测销伸缩,当正确焊接螺母正确装夹时,检测销的第一直径段进入正确焊接螺母内部,气缸活塞上的磁性件进入检测传感器的检测范围,触发检测信号;当零件漏焊焊接螺母时,检测销的第二直径段进入零件上焊接螺母孔,气缸活塞上的磁性件超出检测传感器检测范围;当错焊成规格比正确焊接螺母小的错误焊接螺母时,检测销的第一直径段无法进入焊接螺母内部,气缸活塞上的磁性件处于检测传感器检测范围之外,无法触发检测信号;当错焊成规格比正确焊接螺母大的错误焊接螺母时,检测销的第二直径段进入焊接螺母内,气缸活塞上的磁性件超出检测传感器检测范围,无法触发检测信号。
14、本实用新型提供的一种应用于防错的笔形气缸检测结构,检测完成后,气缸可带动检测销退回,避让焊接轨迹。
技术特征:
1.一种应用于防错的笔形气缸检测结构,其特征在于,包括:
2.根据权利要求1所述的一种应用于防错的笔形气缸检测结构,其特征在于,所述第一直径段(210)的直径大于规格比正确焊接螺母小的错误焊接螺母的螺纹内径,所述第二直径段(220)的直径小于规格比正确焊接螺母大的错误焊接螺母的螺纹内径。
3.根据权利要求1所述的一种应用于防错的笔形气缸检测结构,其特征在于,所述第一直径段(210)的外端设置有第一导向部(230)。
4.根据权利要求3所述的一种应用于防错的笔形气缸检测结构,其特征在于,所述第一直径段(210)和所述第二直径段(220)之间设置有第二导向部(240)。
5.根据权利要求1所述的一种应用于防错的笔形气缸检测结构,其特征在于,还包括连接块(400)和导向套(500),所述气缸(100)缸体的杆端和所述导向套(500)分别连接在所述连接块(400)相对的两侧面上,所述气缸(100)的活塞杆穿过所述连接块(400)伸入所述导向套(500)内,所述检测销(200)穿设于所述导向套(500)内与所述气缸(100)的活塞杆连接。
6.根据权利要求1所述的一种应用于防错的笔形气缸检测结构,其特征在于,所述检测传感器(300)具有两个,沿所述气缸(100)的轴向分布设置在第一位置和第二位置,分别用于在所述第一位置和所述第二位置检测所述磁性件的信号。
技术总结
本技术涉及汽车技术领域,公开了一种应用于防错的笔形气缸检测结构,包括:气缸,气缸的活塞上设置有磁性件;检测销,检测销一端与气缸的活塞杆连接,其另一端由外向内依次设置为第一直径段和第二直径段,第一直径段的直径小于正确焊接螺母的螺纹内径,第二直径段的直径大于正确焊接螺母的螺纹内径,但小于零件上焊接螺母孔的内径;检测传感器,设置在气缸缸体侧壁的预设位置,可以预设位置检测磁性件信号。本技术在检测销的一端设置不同直径的第一直径段和第二直径段,通过气缸带动检测销伸缩进入不同位置,气缸活塞上的磁性件触发不同检测信号,可实现漏焊螺母和焊错螺母缺陷的自动防错。
技术研发人员:杨永德,石磊,苍頔
受保护的技术使用者:长春一汽富维汽车零部件股份有限公司冲压件分公司
技术研发日:20230818
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!