桶形螺母定位框架、桶形螺母组件、组件以及组装方法与流程
本发明涉及桶形螺母定位框架、包括定位框架和桶形螺母的桶形螺母组件、包括其中具有桶形螺母组件的部件的组件以及用于组装飞行器组件的方法。
背景技术:
1、桶形螺母用于许多应用中,特别地用于航空航天工业中,在航空航天工业中,要么不希望紧固件的末端突出穿过部件的表面,要么是没有可触及的这样的相对表面,在所述相对表面之间可以将螺母上紧到紧固件上。
2、组装通常涉及将桶形螺母安置到部件的钻孔中,使得桶形螺母的螺纹通孔与穿过部件的紧固件对准。由于桶形螺母相对于紧固件的纵向轴线的旋转受到紧固件的限制,因此桶形螺母能够上紧到紧固件上。
3、然而,虽然桶形螺母相对于紧固件的纵向轴线的旋转在桶形螺母附接至紧固件时受到限制,但当桶形螺母未附接至紧固件时,桶形螺母相对于其纵向轴线自由旋转并且沿着其被安置于其中的钻孔平移。这使得桶形螺母与紧固件的对准变得困难且耗时。
4、另外,改善飞行器的建造和组装时间是航空航天工业中的目标。实现该目标的一种方法是提供作为独立式模块化单元的某些系统和子组件,这些系统和子组件可以更快速且更容易地组装至主组件。桶形螺母是实现这种模块化组装风格的关键促成器。然而,当桶形螺母安装到子组件模块中、然后子组件模块例如被运输至另一位置以用于组装至主组件时,可能会发生桶形螺母的旋转和平移,从而导致需要重新对准桶形螺母,或甚至导致桶形螺母完全丢失。
5、该桶形螺母取向的不确定性也意味着在自动组装线和自动组装过程中使用桶形螺母是不合适的。例如,如果桶形螺母在自动组装过程中、在紧固件或螺栓插入该桶形螺母之前改变取向,那么这会造成显著的延迟且同时生产线停止以允许人工干预以将桶形螺母重新定向从而使自动组装过程继续进行。
6、gb2593687a描述了一种桶形螺母保持器,其可以用于将桶形螺母保持在钻孔内,并且包括允许将桶形螺母容易地重新定位至期望旋转位置的特征。
技术实现思路
1、根据本发明的第一方面,提供了一种桶形螺母定位框架,该桶形螺母定位框架用于将桶形螺母保持在部件的钻孔中的期望位置中,该框架包括:框架本体,该框架本体构造成将桶形螺母接纳在该框架本体中,该框架本体适于与所接纳的桶形螺母一起配装在钻孔内;以及钻孔接合元件,该钻孔接合元件构造成与在钻孔中的定位特征接合,以便限制框架在钻孔内的运动。
2、本发明的另一方面提供了一种桶形螺母组件,其包括:桶形螺母定位框架;以及位于框架本体中的桶形螺母。
3、本发明的另一方面提供了一种组件,其包括:具有第一钻孔和垂直于第一钻孔的第二钻孔的部件,第一钻孔中具有定位特征;能够插入到第一钻孔中的桶形螺母组件;以及紧固件,紧固件能够插入到第二钻孔中以与桶形螺母中的螺纹通孔螺纹接合。
4、本发明的另一方面提供了一种用于组装飞行器组件的方法,该方法包括:提供第一部件,该第一部件具有第一钻孔和与第一钻孔垂直且与第一钻孔相交的第二钻孔,第一钻孔具有形成在其中的定位特征;选择根据本发明的先前方面的桶形螺母定位框架,其中,桶形螺母定位框架基于形成在第一钻孔中的定位特征来选择;将桶形螺母插入到桶形螺母定位框架中,以形成根据本发明的另一先前方面的桶形螺母组件;以及将桶形螺母组件插入到第一钻孔中,使得框架的钻孔接合元件与第一钻孔中的定位特征接合。
5、通过这样的装置,可以使用桶形螺母定位框架,以确保桶形螺母在钻孔内保持就位。因此,当紧固件在组装过程期间被配装到桶形螺母中时,不需要检查桶形螺母的位置以及在插入紧固件之前根据需要对桶形螺母重新定向。这实现了更快、更简单且更高效的组装过程。另外,还允许在自动组装过程中使用桶形螺母。此前,由于桶形螺母取向的不确定性,使得桶形螺母一直被认为不适用于自动组装过程。
6、可选地,钻孔接合元件可以构造成与钻孔中的定位特征接合,以便针对至少5个自由度限制框架在钻孔内的运动。
7、可选地,钻孔接合元件可以构造成与钻孔中的定位特征接合,以便基本上防止框架围绕接纳在其中的桶形螺母的纵向轴线旋转。
8、可选地,钻孔接合元件可以构造成与钻孔中的定位特征接合,以便基本上防止框架在钻孔内沿着接纳在其中的桶形螺母的纵向轴线平移。
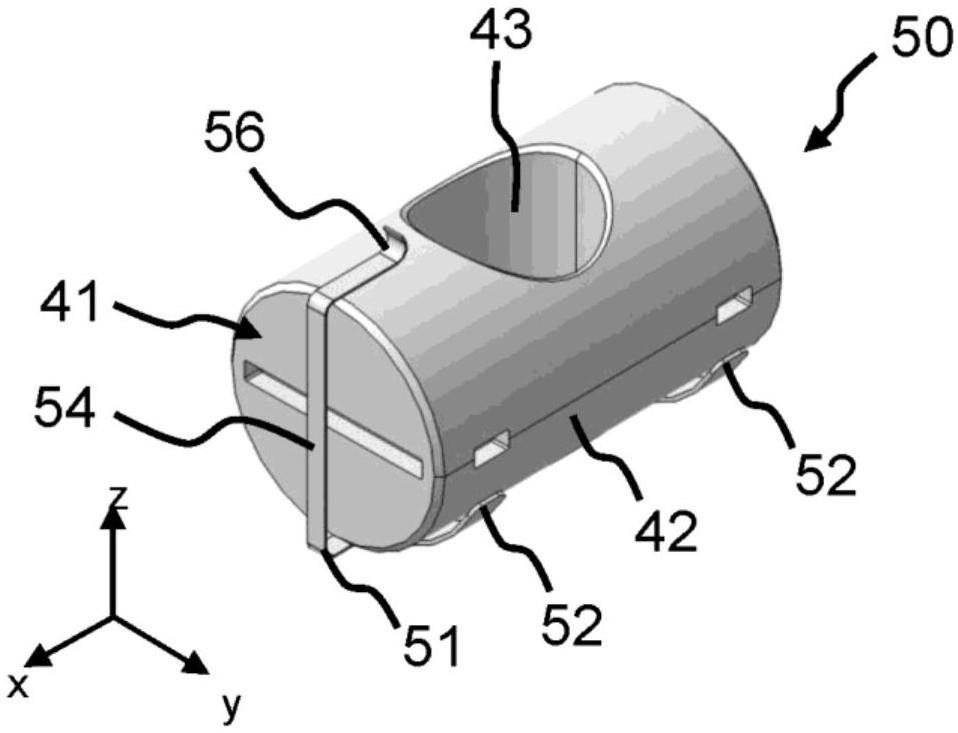
9、可选地,框架本体可以包括沿着桶形螺母的长度纵向延伸的脊部、以及部分地围绕桶形螺母的外周延伸的至少一个周向叉状部。
10、可选地,框架本体可以包括桶形螺母接合元件,该桶形螺母接合元件构造成与桶形螺母中的特征接合,以便限制桶形螺母在框架内的运动。
11、可选地,桶形螺母接合元件可以是向内指向的突出部,并且桶形螺母中的特征可以是形成在桶形螺母的外部表面中的凹部,并且向内指向的突出部接纳在该凹部中。
12、可选地,钻孔接合元件可以包括向外指向的突出部。
13、可选地,向外指向的突出部可以是形成在框架中的凸形结构,该凸形结构径向地向外延伸。
14、可选地,向外指向的突出部可以是被径向地向外偏置的弹簧偏置钩。
15、可选地,钻孔中的定位特征可以是钻孔的内壁中的加工凹部,并且向外指向的突出部可以构造成接纳在该加工凹部中。
16、可选地,框架可以包括构造成对钻孔的内壁提供偏置力的板簧元件。
17、可选地,框架的钻孔接合元件的向外指向的突出部可以与第一钻孔中的定位特征接合,以便限制桶形螺母组件在钻孔内的运动。
18、可选地,组件可以是飞行器组件并且部件可以是飞行器部件,或者组件可以是汽车组件并且部件可以是汽车部件。
技术特征:
1.一种桶形螺母定位框架,所述桶形螺母定位框架用于将桶形螺母保持在部件的钻孔中的期望位置中,所述框架包括:
2.根据权利要求1所述的桶形螺母定位框架,其中,所述钻孔接合元件构造成与所述钻孔中的定位特征接合,以便针对至少5个自由度限制所述框架在所述钻孔内的运动。
3.根据权利要求1或2所述的桶形螺母定位框架,其中,所述钻孔接合元件构造成与所述钻孔中的定位特征接合,以便基本上防止所述框架围绕接纳在所述框架中的桶形螺母的纵向轴线旋转。
4.根据任一前述权利要求所述的桶形螺母定位框架,其中,所述钻孔接合元件构造成与所述钻孔中的定位特征接合,以便基本上防止所述框架在所述钻孔内沿着接纳在所述框架中的桶形螺母的纵向轴线平移。
5.根据任一前述权利要求所述的桶形螺母定位框架,其中,所述框架本体包括沿着所述桶形螺母的长度纵向延伸的脊部、以及部分地围绕所述桶形螺母的外周延伸的至少一个周向叉状部。
6.根据任一前述权利要求所述的桶形螺母定位框架,其中,所述框架本体包括桶形螺母接合元件,所述桶形螺母接合元件构造成与所述桶形螺母中的特征接合,以便限制所述桶形螺母在所述框架内的运动。
7.根据权利要求6所述的桶形螺母定位框架,其中,所述桶形螺母接合元件是向内指向的突出部,并且所述桶形螺母中的特征是形成在所述桶形螺母的外表面中的凹部,并且所述向内指向的突出部接纳到所述凹部中。
8.根据任一前述权利要求所述的桶形螺母定位框架,其中,所述钻孔接合元件包括向外指向的突出部。
9.根据权利要求8所述的桶形螺母定位框架,其中,所述向外指向的突出部是所述框架中的凸形结构,所述凸形结构径向地向外延伸。
10.根据权利要求8所述的桶形螺母定位框架,其中,所述向外指向的突出部是被径向地向外偏置的弹簧偏置钩。
11.根据权利要求8至10中的任一项所述的桶形螺母定位框架,其中,所述钻孔中的所述定位特征是所述钻孔的内壁中的加工凹部,并且所述向外指向的突出部构造成接纳在所述加工凹部中。
12.根据任一前述权利要求所述的桶形螺母定位框架,其中,所述框架包括构造成对所述钻孔的内壁提供偏置力的板簧元件。
13.一种桶形螺母组件,包括:
14.一种组件,包括:
15.根据权利要求14所述的组件,当从属于权利要求8时,
16.根据权利要求14或15所述的组件,其中,所述组件是飞行器组件并且所述部件是飞行器部件,或者其中,所述组件是汽车组件并且所述部件是汽车部件。
17.一种用于组装飞行器组件的方法,所述方法包括:
技术总结
本发明涉及桶形螺母定位框架、桶形螺母组件、组件以及组装方法。该桶形螺母定位框架用于将桶形螺母保持在部件的钻孔中的期望位置中,该框架包括:框架本体,该框架本体构造成将桶形螺母接纳在该框架本体中,该框架本体适应于与所接纳的桶形螺母一起配装在钻孔内;以及钻孔接合元件,该钻孔接合元件构造成与钻孔中的定位特征接合,以便限制框架在钻孔内的运动。
技术研发人员:威廉·塔洛克
受保护的技术使用者:空中客车营运有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!