一种高性能旋转接头的制作方法
本技术涉及盾构机施工设备,具体是一种高性能旋转接头。
背景技术:
1、盾构机通过旋转的刀盘进行挖掘。因此施工时需要不间断的向刀盘切削面添加大量的介质,例如:水、泡沫、膨润土、液压油、空气等。这些介质通过旋转接头来输送。
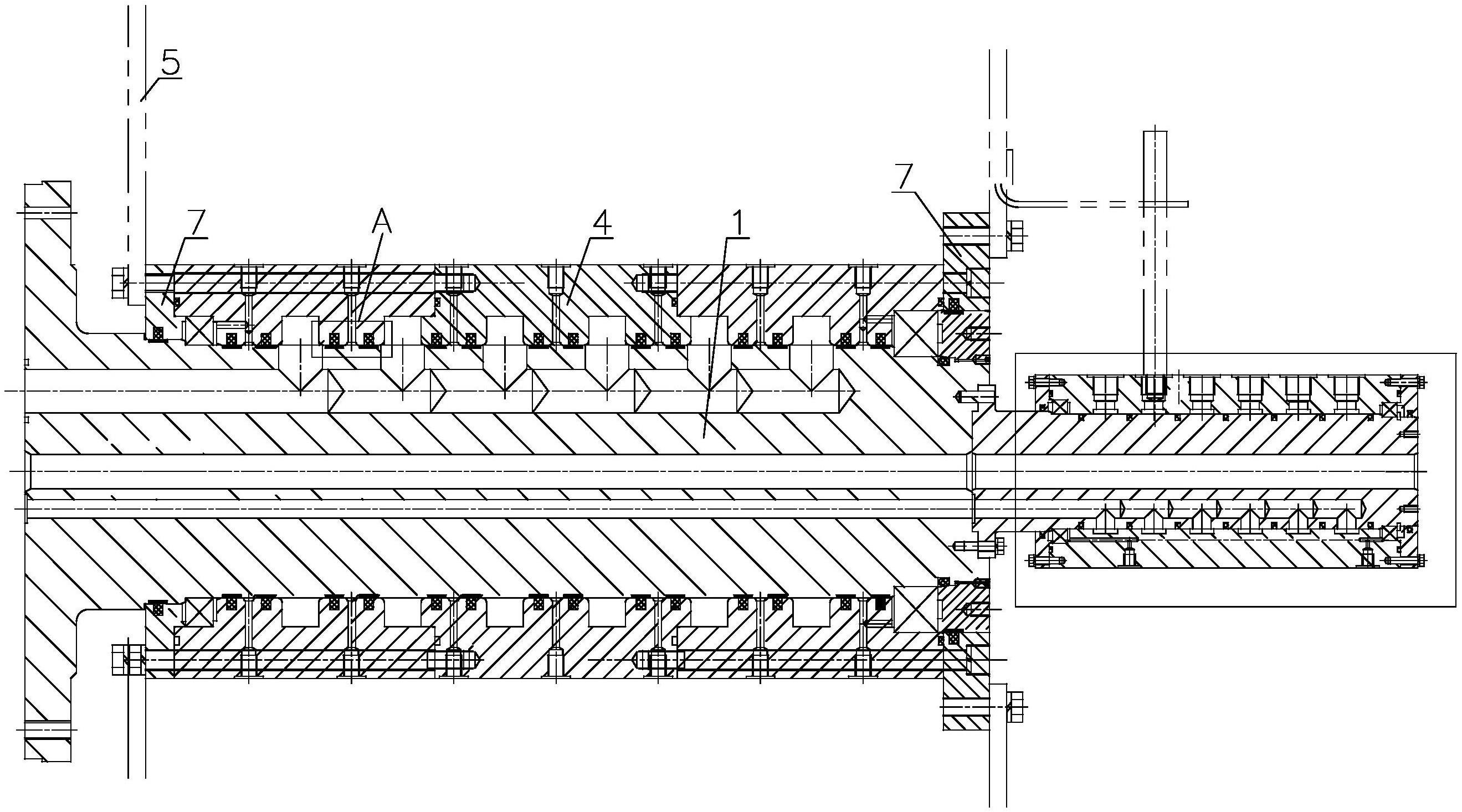
2、旋转接头包括外壳以及设于外壳内、并转动连接的芯轴,外壳与芯轴之间通过多个密封圈密封。传统的芯轴采用40cr材料,调质(硬度hrc32-36)后精加工,表面淬火(硬度hrc52-55),磨加工后电镀单边厚度0.15mm。由于泡沫、水、膨润土等以及用于润滑密封的油脂清洁度比较低,会夹杂有颗粒物,这些颗粒物会吸附在密封圈上,从而导致芯轴表面磨损。
3、而采用磨损处补焊再加工的方式进行修复,不仅会因焊接高温导致芯轴失圆,而且焊接面容易有气孔,从而导致芯轴不能达到原来的尺寸及性能。
4、因此,如何克服上述缺陷,成为了本领域技术人员亟待解决的问题。
技术实现思路
1、为解决背景技术中的技术问题,本实用新型公开了一种高性能旋转接头。
2、本实用新型提供一种高性能旋转接头,包括芯轴,芯轴连接密封圈的部位开设有环形槽;环形槽内通过激光熔覆的方式填充有填料,填料材质为铁基合金粉末;芯轴外表面电镀厚度为0.05-0.06mm。
3、如此设置,芯轴连接密封圈的部位,其硬度在电镀前可达到hrc55-60,此部位不易磨损,从而延长了使用寿命;而且在提高性能的同时,降低了电镀厚度,取消了表面淬火的工艺,从而降低了成本。
4、芯轴加工及装配时,会存在位置累计误差,从而导致密封圈部分位于环形槽的外侧,使环形槽外侧部分产生磨损,所以进一步地改进解决这一问题,具体的,环形槽相对于密封圈呈对称布置,其槽宽大于密封圈的厚度。
5、如果环形槽过宽,会造成浪费,成本升高,所以进一步地改进解决这一问题,具体的,环形槽的宽度设于密封圈厚度的1.5-2.5倍。
技术特征:
1.一种高性能旋转接头,包括芯轴(1),其特征在于:
2.根据权利要求1所述的一种高性能旋转接头,其特征在于:所述环形槽(2)相对于所述密封圈(3)呈对称布置,其槽宽大于所述密封圈(3)的厚度。
3.根据权利要求2所述的一种高性能旋转接头,其特征在于:所述环形槽(2)的宽度设于所述密封圈(3)厚度的1.5-2.5倍。
技术总结
本技术提供一种高性能旋转接头,包括芯轴,芯轴连接密封圈的部位开设有环形槽;环形槽内通过激光熔覆的方式填充有填料,填料材质为铁基合金粉末;芯轴外表面电镀厚度为0.05‑0.0.06mm。如此设置,芯轴连接密封圈的部位,其硬度在电镀前可达到HRC55‑60,此部位不易磨损,从而延长了使用寿命;而且在提高性能的同时,降低了电镀厚度,取消了表面淬火的工艺,从而降低了成本。
技术研发人员:沈雷,韩劲松,陈新
受保护的技术使用者:常州海宏液压设备有限公司
技术研发日:20221209
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!