一种冷锻成型前的钟形壳毛坯的制作方法
本技术涉及模具领域,具体涉及一种冷锻成型前的钟形壳毛坯。
背景技术:
1、冷锻端面齿挤齿前为温锻钟形壳毛坯,温锻钟形壳时表面有石墨附着,冷锻端面齿部位为温锻钟形壳毛坯底厚位置,温锻钟形壳毛坯底厚处容易石墨堆积,使温锻钟形壳毛坯底厚处局部凹凸不平,影响端面齿冷锻成形表面质量。温锻钟形壳毛坯底厚控制公差±1mm,使端面齿冷锻成形端面齿中心距不稳定。端面齿挤齿时齿形充形不足,需要设计满足端面齿挤齿成形前的毛坯形状。
2、因此,有必要提供一种新的技术方案。
技术实现思路
1、为解决现有技术中存在的技术问题,本实用新型公开了一种冷锻成型前的钟形壳毛坯,具体技术方案如下所述:
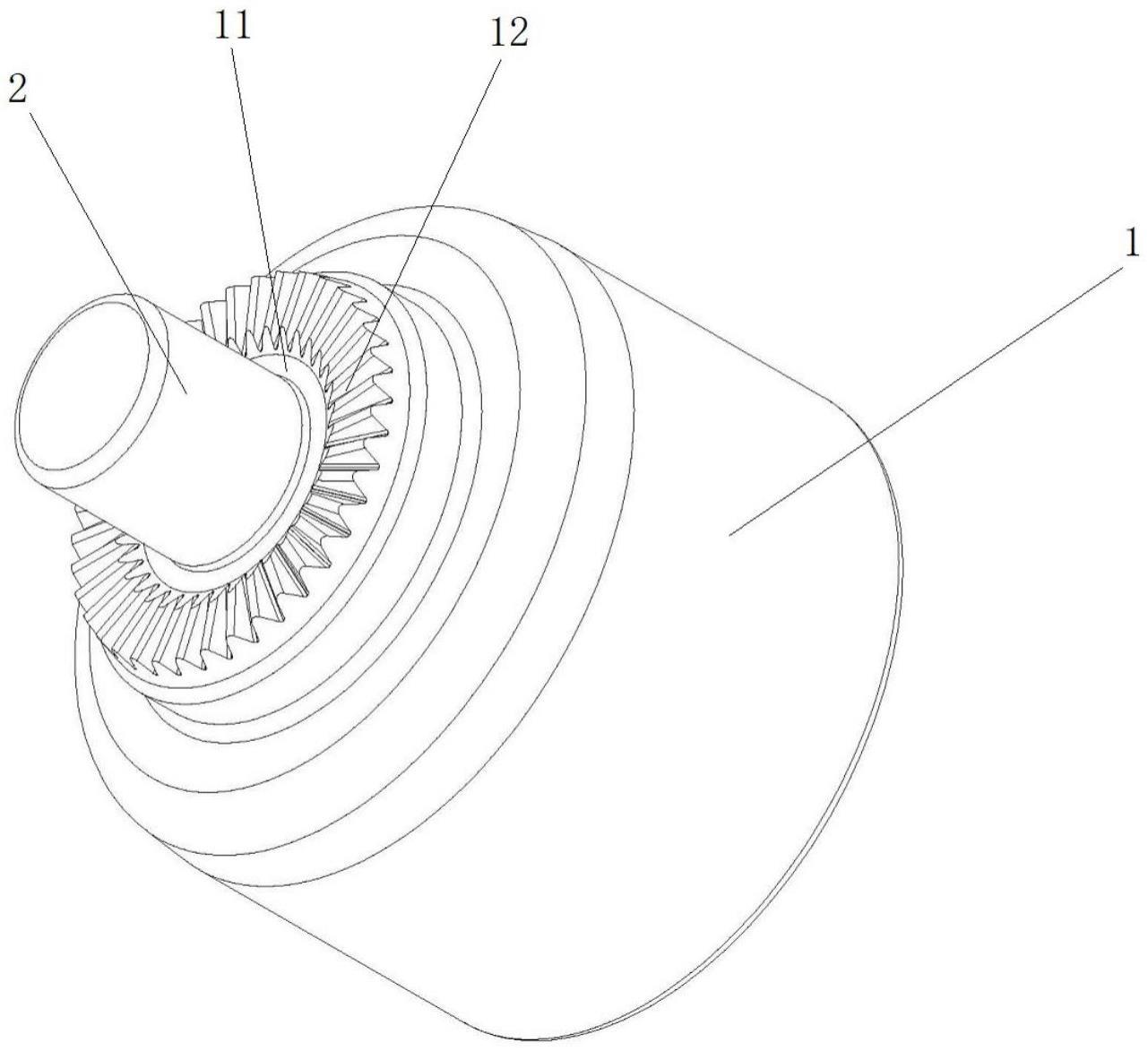
2、本实用新型提供一种冷锻成型前的钟形壳毛坯,包括钟形壳主体和与所述钟形壳主体固定连接的输出轴,
3、所述钟形壳主体上与所述输出轴相连的端面上设置有挤齿槽和成型面,所述挤齿槽围绕所述输出轴设置,所述成型面自所述挤齿槽外边缘向外辐散呈内低外高的形状。
4、优选的,所述成型面与所述钟形壳主体内端面的夹角为6.5°。
5、优选的,所述挤齿槽和所述成型面均为机床车削加工成型。
6、本实用新型具有以下有益效果:
7、1、本实用新型提供的冷锻成型前的钟形壳毛坯,可以使得冷锻端面齿表面质量提高、尺寸精度提高和端面齿挤齿充足。
8、2、本实用新型提供的冷锻成型前的钟形壳毛坯,在挤齿的外部纵向方向车外形车一个角度,此处是去除外部挤齿变形材料,在冷锻挤齿变形过程中底厚处总体是成镦粗状态,挤齿变形的最外端会溢出材料,挤齿前车外形去除部分材料,挤齿变形后端面齿外部镦粗可补偿出来,最终可得到较好端面齿形状。
9、3、本实用新型提供的冷锻成型前的钟形壳毛坯,内凹形芯部材料少,外部材料多,冷锻挤齿变形时芯部与外部同时充形完成,满足产品要求。
10、4、本实用新型提供的冷锻成型前的钟形壳毛坯,使得锻端面齿工序效率提高,报废率降低,产能提高。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种冷锻成型前的钟形壳毛坯,其特征在于,包括钟形壳主体和与所述钟形壳主体固定连接的输出轴,
2.根据权利要求1所述的冷锻成型前的钟形壳毛坯,其特征在于,所述成型面与所述钟形壳主体内端面的夹角为6.5°。
3.根据权利要求1所述的冷锻成型前的钟形壳毛坯,其特征在于,所述挤齿槽和所述成型面均为机床车削加工成型。
技术总结
本技术提供一种冷锻成型前的钟形壳毛坯,包括钟形壳主体和与所述钟形壳主体固定连接的输出轴。所述钟形壳主体上与所述输出轴相连的端面上设置有挤齿槽和成型面,所述挤齿槽围绕所述输出轴设置,所述成型面自所述挤齿槽外边缘向外辐散呈内低外高的形状。本技术具有端面齿表面质量提高、尺寸精度提高、端面齿挤齿充足、效率提高,报废率降低,产能提高等优点。
技术研发人员:陈海军,季微微,刘建英,张花根
受保护的技术使用者:江苏创一精锻有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!