一种集成检具功能的用于汽车底护板的铝箔粘接工装的制作方法
本技术涉及一种汽车底护板的工装,具体为一种集成检具功能的用于汽车底护板的铝箔粘接工装。
背景技术:
1、汽车底护板是汽车的零部件之一,汽车底护板上有安装孔,有的安装孔上需要安装铝箔。汽车底护板完成之后需要使用检具对汽车底护板进行检测,检测汽车底护板的安装孔的位置度以及边界轮廓度。铝箔的粘接以及汽车底护板的检测是分开进行的,这不仅需要分别开发相应的工装,而且还需要在一工装工作完成后,再转移到另一工装上,工作效率低。因此,需要一种具备检具和粘接铝箔的工装。
技术实现思路
1、为解决上述问题,本实用新型的目的是提供一种集成检具功能的用于汽车底护板的铝箔粘接工装,粘接组件可以粘接铝箔,在粘接铝箔等待的过程中,还可通过夹钳及检测销进行安装孔的位置度的检测。
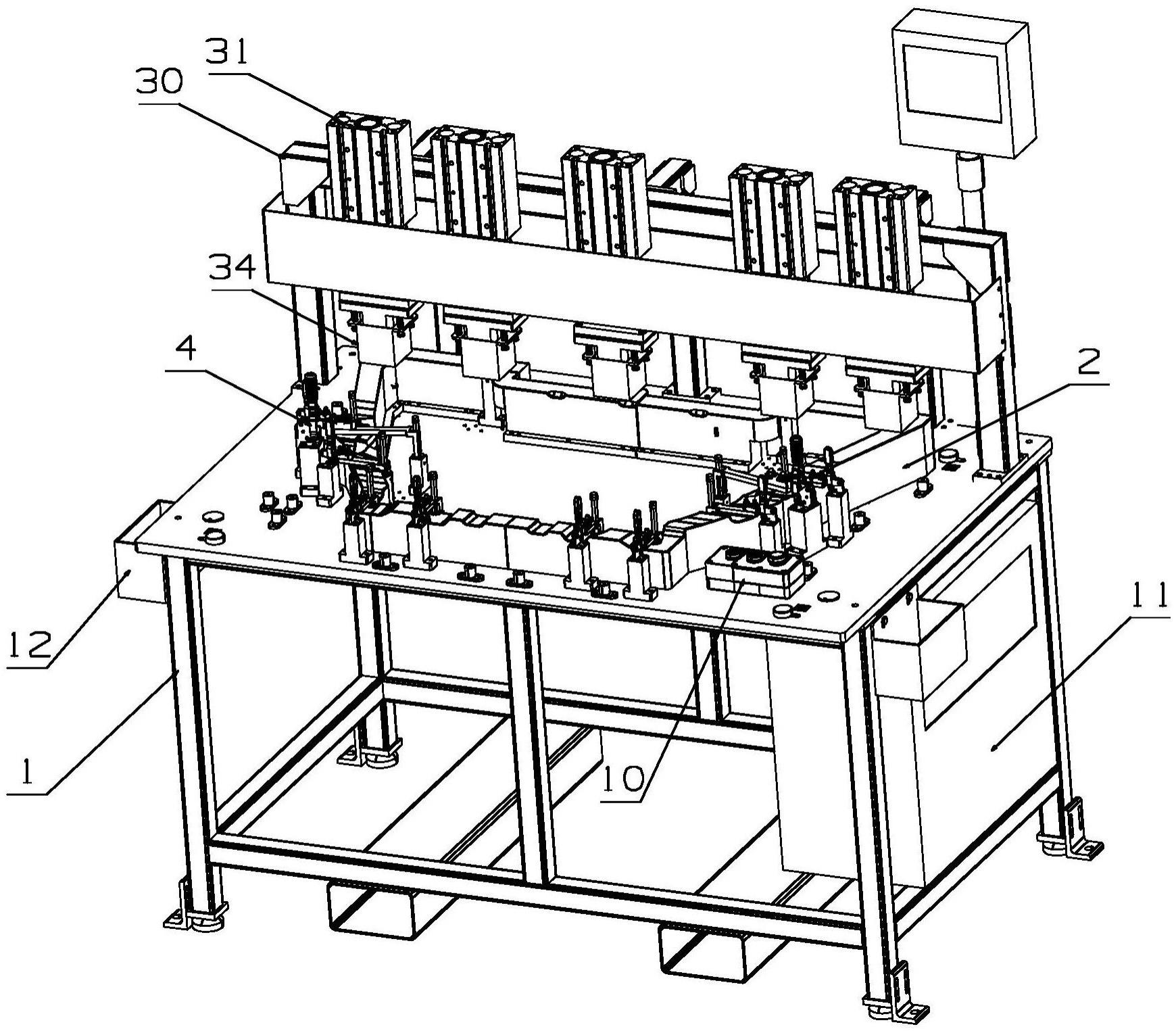
2、本实用新型一种集成检具功能的用于汽车底护板的铝箔粘接工装,包括平台、检具型体、粘接组件、夹钳、基准块和检测销;
3、所述检具型体设置在平台上,用于放置汽车底护板;所述检具型体的边缘设置与汽车底护板的轮廓对应的位置线,用来检测汽车底护板的边界轮廓度;
4、所述基准块位于汽车底护板下方,与汽车底护板的安装孔一一对应,所述基准块设置在检具型体或通过基准座设置在平台上;所述基准块上设置定位孔,所述检测销可穿过汽车底护板的安装孔插装在基准块的定位孔中,用来检测安装孔的位置度;
5、所述粘接组件设置在平台上,所述粘接组件包括支架、若干个气缸及加热棒;所述支架设置在平台上,所述气缸设置在支架上,所述加热棒可拆卸的设置在气缸的活塞杆上;所述加热棒对应于汽车底护板的需要粘接铝箔的安装孔;
6、所述夹钳设置在平台上,位于检具型体的外部,夹钳一一对应于汽车底护板的不需要粘接铝箔的安装孔。
7、进一步的,所述位置线有三条,分别为理论位置线、最小轮廓线和最大轮廓线;其中,理论位置线处于最小轮廓线和最大轮廓线之间。
8、进一步的,所述活塞杆上设置可拆卸的加热底座;所述加热棒设置在加热底座上;所述加热底座上设置压紧防护罩,压紧防护罩将加热棒罩设在其中。
9、进一步的,所述加热底座上设置若干个螺纹孔及螺杆,所述压紧防护罩设置若干个与螺纹孔相对的穿孔,螺杆穿过压紧防护罩上的穿孔与螺纹孔连接。
10、进一步的,所述螺杆上还套设弹簧,弹簧位于加热底座与压紧防护罩之间。
11、进一步的,所述平台还设置按钮盒以及电控箱,按钮盒位于平台上,电控箱位于平台底部,按钮盒内设置按钮,按钮分别与气缸及加热棒连接,电控箱与加热棒连接。
12、进一步的,所述平台的两侧设置收纳盒;所述平台设置基准坐标线;所述平台设置铭牌以及测量基准标识牌。
13、本实用新型的有益效果:
14、本实用新型的铝箔粘接工装,将检测与铝箔的粘接集成到一起,不再需要额外的开发检测用的检具工装,节省了检具成本。粘接组件可以将铝箔粘接在汽车底护板的需要粘接铝箔的安装孔处,夹钳及配合设置的检测销及基准块,可以对汽车底护板上不需要粘接铝箔的安装孔进行检测,确保安装孔满足位置度要求。检具型体上设置位置线,位置线可以与汽车底护板的轮廓进行比对,以此来检测便捷轮廓度。且等待铝箔粘牢的过程中,可同时进行上述检测,提高了检验效率。
技术特征:
1.一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,包括平台、检具型体、粘接组件、夹钳、基准块和检测销;
2.根据权利要求1所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述位置线有三条,分别为理论位置线、最小轮廓线和最大轮廓线;其中,理论位置线处于最小轮廓线和最大轮廓线之间。
3.根据权利要求1所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述活塞杆上设置可拆卸的加热底座;所述加热棒设置在加热底座上;所述加热底座上设置压紧防护罩,压紧防护罩将加热棒罩设在其中。
4.根据权利要求3所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述加热底座上设置若干个螺纹孔及螺杆,所述压紧防护罩设置若干个与螺纹孔相对的穿孔,螺杆穿过压紧防护罩上的穿孔与螺纹孔连接。
5.根据权利要求4所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述螺杆上还套设弹簧,弹簧位于加热底座与压紧防护罩之间。
6.根据权利要求1所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述平台还设置按钮盒以及电控箱,按钮盒位于平台上,电控箱位于平台底部,按钮盒内设置按钮,按钮分别与气缸及加热棒连接,电控箱与加热棒连接。
7.根据权利要求1所述的一种集成检具功能的用于汽车底护板的铝箔粘接工装,其特征在于,所述平台的两侧设置收纳盒;所述平台设置基准坐标线;所述平台设置铭牌以及测量基准标识牌。
技术总结
本技术一种集成检具功能的用于汽车底护板的铝箔粘接工装,包括平台、检具型体、粘接组件、夹钳、基准块和检测销;所述检具型体设置在平台上,用于放置汽车底护板;所述检具型体的边缘设置与汽车底护板的轮廓对应的位置线,用来检测汽车底护板的边界轮廓度;所述基准块位于汽车底护板下方,与汽车底护板的安装孔一一对应,所述基准块设置在检具型体或通过基准座设置在平台上;基准块上设置定位孔,检测销可穿过汽车底护板的安装孔插装在基准块的定位孔中,用来检测安装孔的位置度;所述粘接组件设置在平台上,粘接组件包括支架、若干个气缸及加热棒;支架设置在平台上,气缸设置在支架上,所述加热棒可拆卸的设置在气缸的活塞杆上。
技术研发人员:黄远亮,李子健,石纪军
受保护的技术使用者:帝人汽车技术(唐山)有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!