氟树脂制垫片及其制造方法与流程
本发明涉及氟树脂制垫片及其制造方法。进一步详细地说,涉及例如在泵、阀等设备中能够适当地用于需要厚度薄的垫片的用途的氟树脂制垫片及其制造方法。
背景技术:
1、氟树脂制垫片具有耐化学药品性、耐热性、非粘着性和低磨耗性,因此被用于法兰等处。
2、近年来,作为制造即使氟树脂的填充率低、填充材料的填充率高也具有高应力松弛性和高气密性(密封性)的氟树脂片的方法,提出了下述方法:一种加入有填充材料的氟树脂片的制造方法,其中,在将含有氟树脂、填充材料和加工助剂的片形成用树脂组合物使用辊温度为40~80℃的压延辊进行压延时,作为上述加工助剂,使用含有30质量%以上的分馏温度为120℃以下的石油系烃溶剂的加工助剂(例如,参见专利文献1和专利文献2);以及一种加入有填充材料的氟树脂片的制造方法,其中,在将氟树脂、粉末填充材料a、粉末填充材料b和加工助剂进行混合而制备片形成用树脂组合物的工序、以及利用辊温度为40~80℃的压延辊对上述片形成用树脂组合物进行压延时,粉末填充材料a的粒度分布中的累积个数为50%时的粒径da(50)和粉末填充材料b的粒度分布中的累积个数为50%时的粒径db(50)满足式(1)所表示的关系,
3、db(50)≦0.73da(50) (1)
4、粉末填充材料a的体积va和粉末填充材料b的体积vb满足式(2)所表示的关系,
5、1≦va/vb≦3 (2)
6、作为上述加工助剂,使用包含30质量%以上的分馏温度为120℃以下的石油系烃溶剂的加工助剂(例如,参见专利文献3)。
7、现有技术文献
8、专利文献
9、专利文献1:日本专利第4213167号公报
10、专利文献2:日本专利第4777389号公报
11、专利文献3:日本专利第5226938号公报
技术实现思路
1、发明所要解决的课题
2、根据上述加入有填充材料的氟树脂片的制造方法,能够制造出即使填充材料的填充率高,应力松弛性和气密性(密封性)也优异的氟树脂片。
3、但是,近年来,厚度为1mm以下的氟树脂制垫片被用于泵的外壳等设备。该垫片在法兰间被压缩时,由于该垫片的厚度薄,因此该垫片的压缩率降低。因此,无法充分确保该垫片与法兰的界面处的气密性(密封性)。
4、本发明的课题在于提供一种氟树脂制垫片,其是在泵的外壳等设备中能够适当地用于需要厚度薄的垫片的用途的氟树脂制垫片,即使垫片的厚度为0.8mm以下,也能够在垫片与法兰之间确保高气密性(密封性)。
5、用于解决课题的手段
6、本发明涉及:
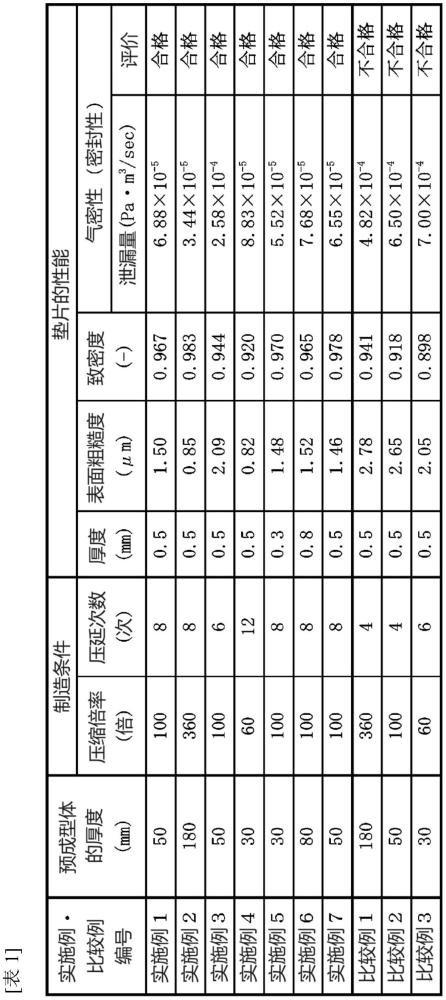
7、(1)一种氟树脂制垫片,其是含有氟树脂和填充材料、厚度为0.8mm以下的氟树脂制垫片,其特征在于,表面粗糙度ra为2.1μm以下,致密度为0.920以上;
8、(2)一种氟树脂制垫片的制造方法,其是制造上述(1)所述的氟树脂制垫片的方法,其特征在于,使用含有氟树脂和填充材料、厚度为20~200mm的预成型体,反复对该预成型体进行压延,直至厚度为0.8mm以下、表面粗糙度ra为2.1μm以下、致密度为0.920以上为止;以及
9、(3)如上述(2)所述的氟树脂制垫片的制造方法,其中,对预成型体进行压延时的压延辊的表面温度为40~80℃。
10、发明效果
11、根据本发明,提供一种氟树脂制垫片,即使垫片的厚度为0.8mm以下,也能够在垫片与法兰之间确保高气密性(密封性)。
技术特征:
1.一种氟树脂制垫片,其是含有氟树脂和填充材料、厚度为0.8mm以下的氟树脂制垫片,其特征在于,表面粗糙度ra为2.1μm以下,致密度为0.920以上。
2.一种氟树脂制垫片的制造方法,其是制造权利要求1所述的氟树脂制垫片的方法,其特征在于,使用含有氟树脂和填充材料、厚度为20mm~200mm的预成型体,反复对该预成型体进行压延,直至厚度为0.8mm以下、表面粗糙度ra为2.1μm以下、致密度为0.920以上为止。
3.如权利要求2所述的氟树脂制垫片的制造方法,其中,对预成型体进行压延时的压延辊的表面温度为40℃~80℃。
技术总结
本发明提供一种氟树脂制垫片,即使垫片的厚度为0.8mm以下也能够在其与法兰之间确保高气密性(密封性),其是含有氟树脂和填充材料、厚度为0.8mm以下的氟树脂制垫片,其中,表面粗糙度Ra为2.1μm以下,致密度为0.920以上。
技术研发人员:户田清华,黑河真也
受保护的技术使用者:株式会社华尔卡
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!