一种DHT变速箱铸造壳体及其油道铸造方法与流程
本发明涉及变速箱,具体是一种dht变速箱铸造壳体及其油道铸造方法。
背景技术:
1、dht混动技术是将电机,发电机和变速器等部件的高度集成化,将多个组件组合成一个dht混合动力总成。它可以匹配发动机和电机同时工作,采用插电式混合动力,双电机配置,加速性能更强劲,从而实现了做到既能节油,又能在高速出力强劲的技术突破。
2、变速箱在运作的时候,会有高温和高压,如果变速箱漏油,就会导致润滑不足,加快齿轮间的摩擦。因为变速箱里面都是齿轮,只要车在走,齿轮就在工作,齿轮和齿轮之间啮合都需要齿轮油的润滑;当齿轮油漏完以后齿轮干摩擦,长时间无润滑使用的情况下,会加快变速箱报废速度。
3、现有技术中,变速箱壳体中较深油道孔或斜孔无法通过滑块预铸,这样就需要依靠后续的机加工来完成;而机加工时,容易把压铸件表面的致密层破坏掉,进而使泄漏风险增加。
技术实现思路
1、为解决上述现有技术的不足,本发明提供一种dht变速箱铸造壳体及其油道铸造方法。
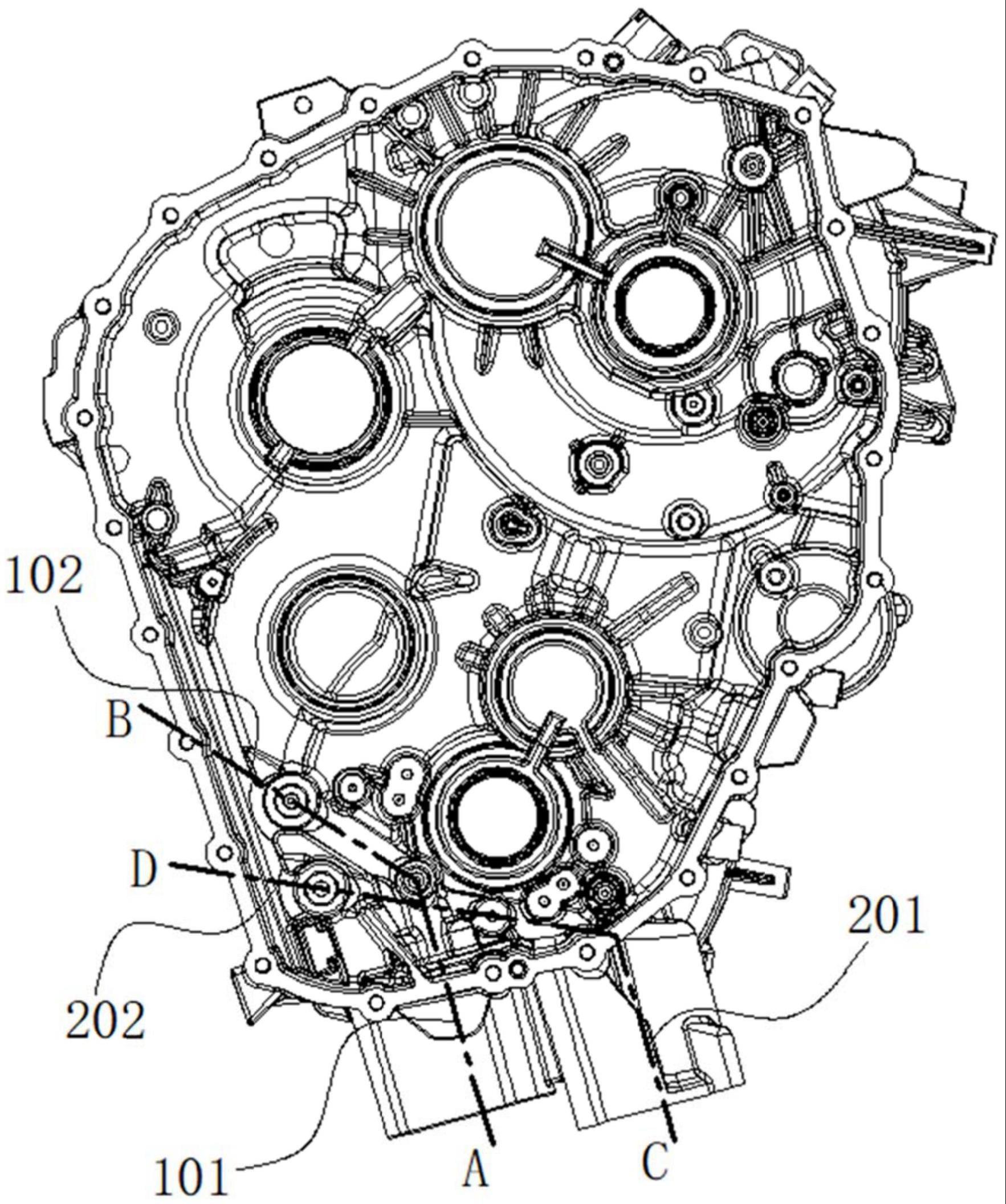
2、本发明采用如下技术方案:一种dht变速箱铸造壳体,包括外壳本体,外壳本体上具有第一油道和第二油道;所述第一油道呈弯折状,包括前直线段ⅰ和后直线段ⅰ,前直线段ⅰ连接外壳本体上的油口a,后直线段ⅰ连接外壳本体上的油口b;所述第二油道呈弯折状,包括前直线段ⅱ和后直线段ⅱ,前直线段ⅱ连接外壳本体上的油口c,后直线段ⅱ连接外壳本体上的油口d;所述第一油道和第二油道位于外壳本体上的不同高度层,第一油道的前直线段ⅰ和第二油道的后直线段ⅱ在外壳本体垂向上看处于相交状态。
3、进一步的:所述第一油道的前直线段ⅰ和第二油道的前直线段ⅱ平行,前直线段ⅰ与后直线段ⅰ的夹角小于前直线段ⅱ和后直线段ⅱ的夹角。
4、进一步的:所述前直线段ⅰ与后直线段ⅰ之间,以及前直线段ⅱ和后直线段ⅱ之间均为圆弧过渡。
5、进一步的:所述油口a、油口c位于外壳本体的同一侧面,油口a用于连接执行电子泵,油口c用于连接润滑电子泵;所述油口b、油口d位于外壳本体的另一侧面,油口b和油口d分别连接吸滤器。
6、进一步的:所述第一油道和第二油道的根部倒圆角r3.0mm-r4.0mm。
7、一种dht变速箱铸造壳体的油道铸造方法,
8、所述外壳本体采用铸造成型;
9、所述第一油道中前直线段ⅰ采用第一滑块镶针成型;
10、所述第二油道中前直线段ⅱ采用第二滑块镶针成型,后直线段ⅱ采用第三滑块镶针成型;
11、所述第一油道拐点处设置第一高压点冷管,后直线段ⅰ中部设置第二高压点冷管;
12、所述第二油道拐点处设置第三高压点冷管,后直线段ⅱ中部设置第四高压点冷管和第五高压点冷管,第四高压点冷管和第五高压点冷管分置在所述第二高压点冷管的两侧;
13、所述外壳本体铸造成型后,第一油道中后直线段ⅰ采用机加工成型。
14、进一步的:所述第一滑块镶针、第二滑块镶针和第三滑块镶针中开设有用于通冷却介质的水路。
15、进一步的:在所述第三滑块镶针内套装芯管,芯管开设两条连通的进、出水路;第三滑块镶针采用模具钢h13制作,制作完成后,在第三滑块镶针外表做去氮化处理,最后在第三滑块镶针外表做pvd涂层。
16、本发明的有益效果在于:第一油道、第二油道的采用分层交错的布置结构,形成4段不太长的直线段,其中前直线段ⅰ单边式的第一滑块镶针,前直线段ⅱ和后直线段ⅱ对插式的第二滑块镶针、第三滑块镶针铸造成型,仅后直线段ⅰ采用机加工,这样做可以有效的减少机加工的工时,降低加工成本,也可有效降低变速壳箱体油道区域的渣孔和气孔的问题,从而避免因加工件出现渣孔和气孔的报废问题,有效节约公司的管理成本;对后直线段ⅱ中较长的第三滑块镶针增加芯管,同时对第三滑块镶针做外表工艺处理,避免粘铝现象,提高产品质量。
技术特征:
1.一种dht变速箱铸造壳体,
2.根据权利要求1所述的一种dht变速箱铸造壳体,其特征在于:所述第一油道(1)的前直线段ⅰ(101)和第二油道(2)的前直线段ⅱ(201)平行,前直线段ⅰ(101)与后直线段ⅰ(102)的夹角小于前直线段ⅱ(201)和后直线段ⅱ(202)的夹角。
3.根据权利要求2所述的一种dht变速箱铸造壳体,其特征在于:所述前直线段ⅰ(101)与后直线段ⅰ(102)之间,以及前直线段ⅱ(201)和后直线段ⅱ(202)之间均为圆弧过渡。
4.根据权利要求1所述的一种dht变速箱铸造壳体,其特征在于:所述油口a、油口c位于外壳本体(3)的同一侧面,油口a用于连接执行电子泵,油口c用于连接润滑电子泵;所述油口b、油口d位于外壳本体(3)的另一侧面,油口b和油口d分别连接吸滤器。
5.根据权利要求1所述的一种dht变速箱铸造壳体,其特征在于:所述第一油道(1)和第二油道(2)的根部倒圆角r3.0mm-r4.0mm。
6.一种dht变速箱铸造壳体的油道铸造方法,用于加工权利要求1至5中任一一种dht变速箱铸造壳体,
7.根据权利要求6所述的一种dht变速箱铸造壳体的油道铸造方法,其特征在于:所述第一滑块镶针(21)、第二滑块镶针(22)和第三滑块镶针(23)中开设有用于通冷却介质的水路。
8.根据权利要求6所述的一种dht变速箱铸造壳体的油道铸造方法,其特征在于:在所述第三滑块镶针(23)内套装芯管(230),芯管(230)开设两条连通的进、出水路;第三滑块镶针(23)采用模具钢h13制作,制作完成后,在第三滑块镶针(23)外表做去氮化处理,最后在第三滑块镶针(23)外表做pvd涂层。
技术总结
本发明公开了一种DHT变速箱铸造壳体及其油道铸造方法。外壳本体上具有第一油道和第二油道;第一油道包括前直线段Ⅰ和后直线段Ⅰ;第二油道包括前直线段Ⅱ和后直线段Ⅱ;第一油道和第二油道位于外壳本体上的不同高度层,第一油道的前直线段Ⅰ和第二油道的后直线段Ⅱ在外壳本体垂向上看处于相交状态。前直线段Ⅰ采用第一滑块镶针成型;前直线段Ⅱ和后直线段Ⅱ采用第二滑块镶针、第三滑块镶针对插成型。本发明油道采用分层交错的布置结构,最深的油道孔采用滑块镶针对插的方式,另外短边油道孔采用单边滑块抽芯方式使油道孔成型,能有效减少机加工工时,降低加工成本,避免因加工件出现渣孔和气孔的报废问题,有效节约公司的管理成本。
技术研发人员:刘月,王聪,刘广生,陈满,孔维光,焦向前,张庆昌,谢晓亮,王东升,张桂全
受保护的技术使用者:精诚工科汽车零部件(邳州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!