一种复合自攻螺钉及其生产工艺的制作方法
【】本发明涉及螺钉的,特别是一种复合自攻螺钉及其生产工艺的。
背景技术
0、
背景技术:
1、紧固螺钉又称作止头螺丝或定位螺丝,是一种固定机件相对位置用的螺钉。使用时,把紧固螺钉旋入待固定的机件的螺孔中,以螺钉的末端紧压在另一机件的表面上,也就是使前一机件固定在后一机件上。目前通用的标准紧固螺钉为一体式结构,由同一材料制成。在某些特定工况,由单一材料制成的紧固螺钉难以满足使用要求。例如为了方便钻孔作业,往往采用高强度的自攻紧固螺钉,然而其材料强度高的同时材料成本高,采用高强度的材料导致自攻紧固螺钉除了满足尖端钻孔强度以外的其它部位均存在强度超标情况,整体采用高强度的材料导致紧固螺钉的成本大大增加,不利于紧固螺钉的市场推广。
技术实现思路
0、
技术实现要素:
1、本发明的目的就是解决现有技术中的问题,提出一种复合自攻螺钉及其生产工艺,能够使螺钉通过尖端设置高强度材料自攻钻头焊接复合不同强度的不锈钢螺纹杆形成连续复合结构,满足螺钉尖端钻孔强度的同时降低其它部位的生产成本,结构合理,连接稳定,利于提升复合自攻螺钉的市场竞争力。
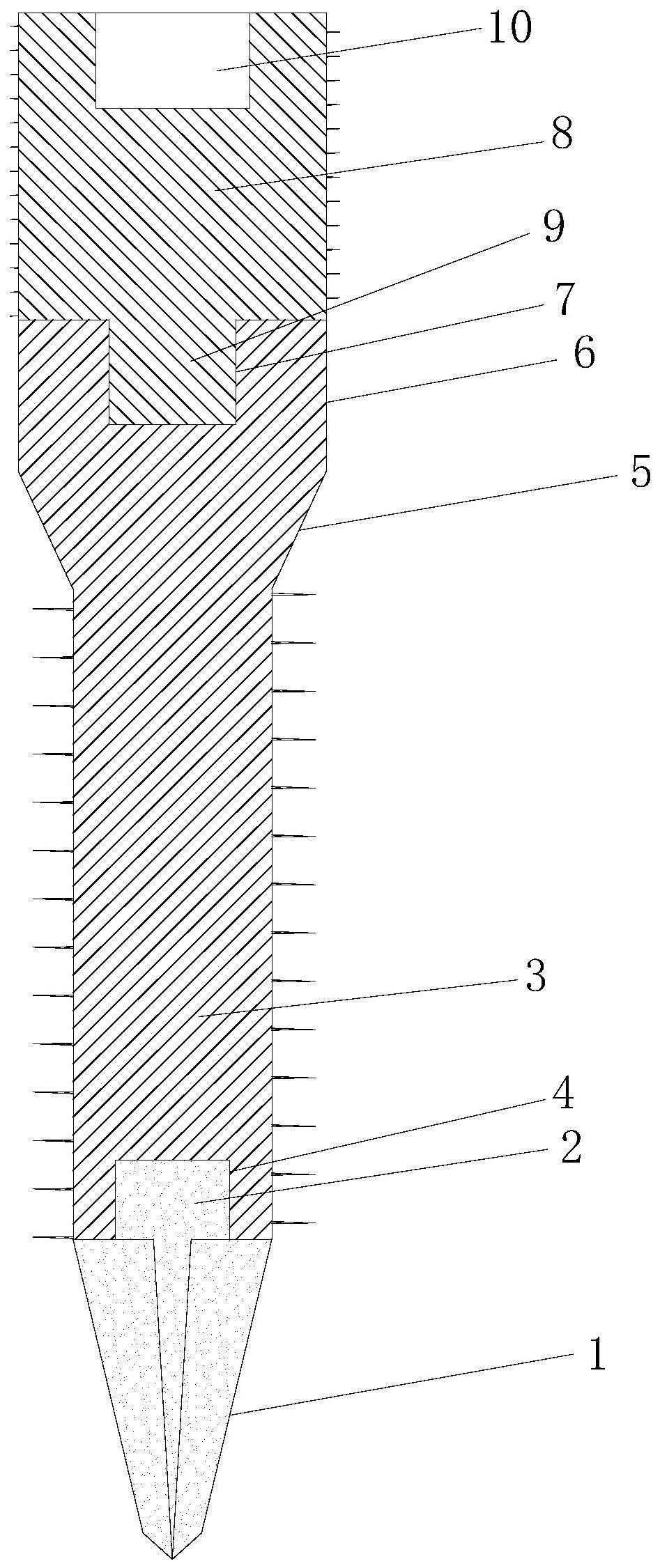
2、为实现上述目的,本发明提出了一种复合自攻螺钉,包括自攻钻头、第一插接块、粗螺纹杆、第一插接槽、扩径引导段、光滑直杆段、第二插接槽、精螺纹杆、第二插接块和内六角孔,所述自攻钻头的顶部中心位置设置有第一插接块,所述自攻钻头的顶部安装有粗螺纹杆,所述粗螺纹杆的底端中心位置对应第一插接块位置设置有相吻合的第一插接槽,所述粗螺纹杆的上部设置有扩径引导段,所述扩径引导段的顶部设置有光滑直杆段,所述光滑直杆段的顶部中心位置设置有第二插接槽,所述光滑直杆段的顶部安装有精螺纹杆,所述精螺纹杆的底端中心位置对应第二插接槽位置设置有相吻合的第二插接块,所述精螺纹杆的顶部中心位置设置有内六角孔。
3、作为优选,所述自攻钻头、粗螺纹杆和精螺纹杆依次通过激光焊接复合在一起。
4、作为优选,所述自攻钻头采用435合金钢和35k合金钢中的任意一种,所述粗螺纹杆和精螺纹杆采用不锈钢。
5、作为优选,所述自攻钻头和第一插接块为一体式结构,所述精螺纹杆和第二插接块为一体式结构。
6、作为优选,所述第一插接块和第二插接块的形状均为正多棱柱,所述自攻钻头、第一插接块、粗螺纹杆、第一插接槽、扩径引导段、光滑直杆段、第二插接槽、精螺纹杆、第二插接块和内六角孔的轴心线位于同一直线上。
7、作为优选,所述光滑直杆段的最大直径与精螺纹杆的底部直径相同。
8、作为优选,所述精螺纹杆的螺纹间距为粗螺纹杆的螺纹间距的二分之一。
9、本发明提出了一种复合自攻螺钉的生产工艺,依次包括以下步骤:
10、步骤一:选取不同强度的材料分别制备自攻钻头胚、粗螺纹杆胚和精螺纹杆胚;
11、步骤二:使用冷镦机分别在步骤一处理的自攻钻头胚上制备第一插接块,在粗螺纹杆胚上制备第一插接槽和第二插接槽,在精螺纹杆胚上制备第二插接块和内六角孔;
12、步骤三:将步骤二处理的第一插接块、第一插接槽、第二插接槽和第二插接块依次对应拼接在一起,通过激光焊接设备将自攻钻头胚、粗螺纹杆胚和精螺纹杆胚依次焊接在一起;
13、步骤四:使用切削设备在步骤三处理的粗螺纹杆胚上切削出粗螺纹面和精螺纹杆胚上切削出精螺纹面,形成复合自攻螺钉;
14、步骤五:将步骤四加工的复合自攻螺钉导入电镀设备中进行表面电镀处理;
15、步骤六:将步骤五处理后的复合自攻螺钉清洗烘干后进行检验,检验合格后打包入库。
16、本发明的有益效果:本发明通过将自攻钻头、第一插接块、粗螺纹杆、第一插接槽、扩径引导段、光滑直杆段、第二插接槽、精螺纹杆、第二插接块和内六角孔结合在一起,经过试验优化,第一插接块配合第一插接槽可以定位限制连接自攻钻头和粗螺纹杆,扩径引导段和光滑直杆段配合可以对钻孔进行扩大光滑处理,方便后续精螺纹杆进行稳定挤压精螺纹,第二插接槽和第二插接块配合可以定位限制连接精螺纹杆和粗螺纹杆,能够使螺钉通过尖端设置高强度材料自攻钻头焊接复合不同强度的不锈钢螺纹杆形成连续复合结构,满足螺钉尖端钻孔强度的同时降低其它部位的生产成本,结构合理,连接稳定,利于提升复合自攻螺钉的市场竞争力。
17、本发明的特征及优点将通过实施例结合附图进行详细说明。
技术特征:
1.一种复合自攻螺钉,其特征在于:包括自攻钻头(1)、第一插接块(2)、粗螺纹杆(3)、第一插接槽(4)、扩径引导段(5)、光滑直杆段(6)、第二插接槽(7)、精螺纹杆(8)、第二插接块(9)和内六角孔(10),所述自攻钻头(1)的顶部中心位置设置有第一插接块(2),所述自攻钻头(1)的顶部安装有粗螺纹杆(3),所述粗螺纹杆(3)的底端中心位置对应第一插接块(2)位置设置有相吻合的第一插接槽(4),所述粗螺纹杆(3)的上部设置有扩径引导段(5),所述扩径引导段(5)的顶部设置有光滑直杆段(6),所述光滑直杆段(6)的顶部中心位置设置有第二插接槽(7),所述光滑直杆段(6)的顶部安装有精螺纹杆(8),所述精螺纹杆(8)的底端中心位置对应第二插接槽(7)位置设置有相吻合的第二插接块(9),所述精螺纹杆(8)的顶部中心位置设置有内六角孔(10)。
2.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述自攻钻头(1)、粗螺纹杆(3)和精螺纹杆(8)依次通过激光焊接复合在一起。
3.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述自攻钻头(1)采用435合金钢和35k合金钢中的任意一种,所述粗螺纹杆(3)和精螺纹杆(8)采用不锈钢。
4.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述自攻钻头(1)和第一插接块(2)为一体式结构,所述精螺纹杆(8)和第二插接块(9)为一体式结构。
5.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述第一插接块(2)和第二插接块(9)的形状均为正多棱柱,所述自攻钻头(1)、第一插接块(2)、粗螺纹杆(3)、第一插接槽(4)、扩径引导段(5)、光滑直杆段(6)、第二插接槽(7)、精螺纹杆(8)、第二插接块(9)和内六角孔(10)的轴心线位于同一直线上。
6.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述光滑直杆段(6)的最大直径与精螺纹杆(8)的底部直径相同。
7.如权利要求1所述的一种复合自攻螺钉,其特征在于:所述精螺纹杆(8)的螺纹间距为粗螺纹杆(3)的螺纹间距的二分之一。
8.一种复合自攻螺钉的生产工艺,其特征在于:依次包括以下步骤:
技术总结
本发明公开了一种复合自攻螺钉,包括自攻钻头、第一插接块、粗螺纹杆、第一插接槽、扩径引导段、光滑直杆段、第二插接槽、精螺纹杆、第二插接块和内六角孔。本发明能够使螺钉通过尖端设置高强度材料自攻钻头焊接复合不同强度的不锈钢螺纹杆形成连续复合结构,满足螺钉尖端钻孔强度的同时降低其它部位的生产成本,结构合理,连接稳定,利于提升复合自攻螺钉的市场竞争力。
技术研发人员:王峰伟,王丙林,陈永吉,吴自强
受保护的技术使用者:浙江新盛达金属科技发展股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!