一种止动环及加工成型方法、装置与流程
背景技术:
1、止动环是安装在轴承外圈上的,一般在轴承外圈上会开一个止动槽,然后装上止动环,起到防止轴承在运转中在轴承座内窜动起固定作用。
2、止动环在冲切生产时容易卡在切刀内用于其成型的成型空间内,并且止动环在冲压成型后还需要工作人员将其码放整齐便于进行下一步热处理工序,整理程序导致止动环的加工时间长并且人工成本高。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出一种止动环及加工成型方法、装置。
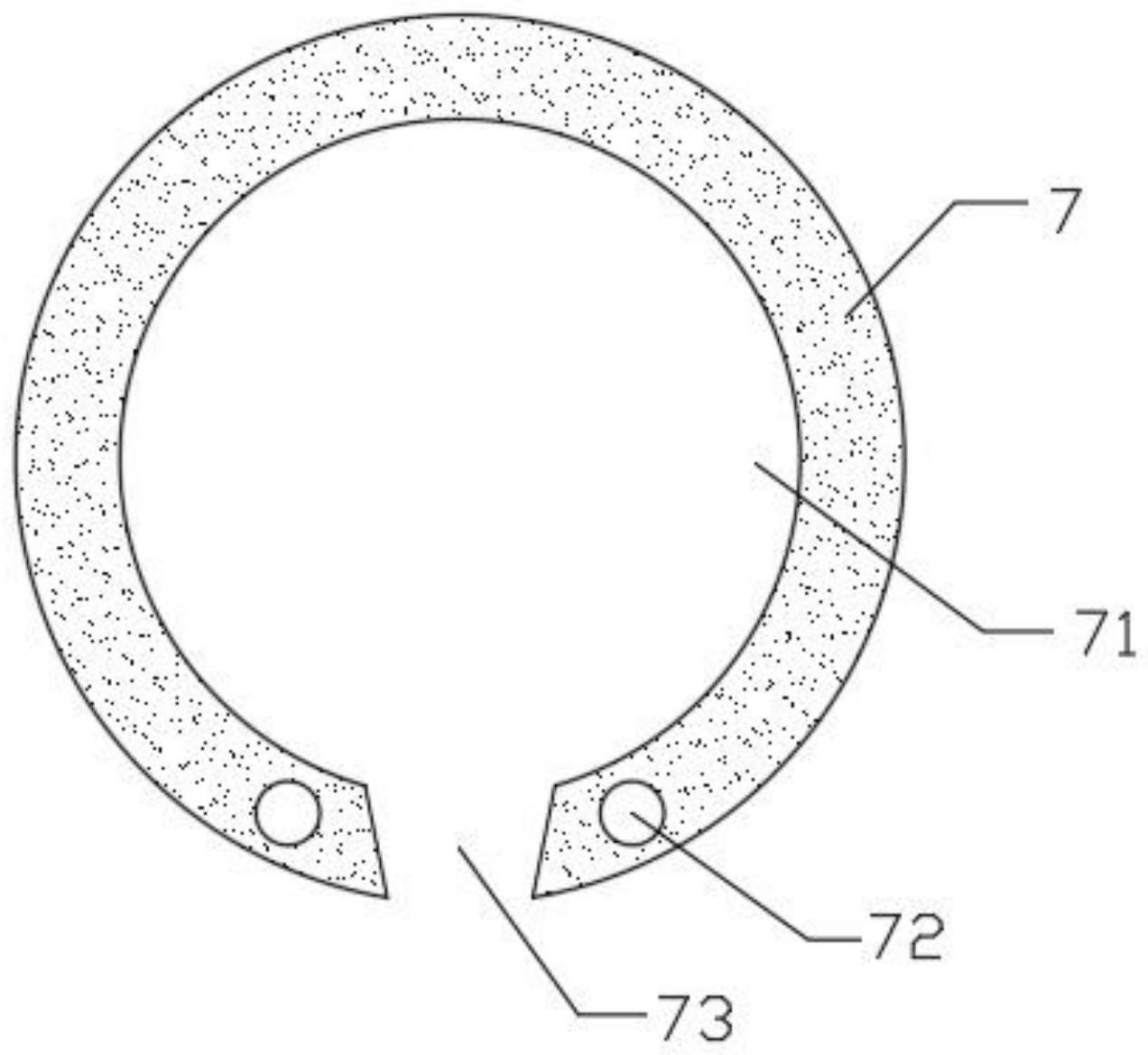
2、本发明提出的一种止动环,包括止动环本体,止动环本体上具有避让孔及两个定位孔,且止动环本体上还具有连通避让孔内外的切口,两个定位孔位于切口两侧并对称布置。
3、一种止动环加工成型方法,用于加工成型出如权利要求所述的止动环,包括以下步骤:
4、s1、对料片一次冲压成型出切口;
5、s2、在具有切口的料片上预断冲压出避让孔及止动环外圈以预成型出止动环本体,且冲压厚度小于料片厚度;
6、s3、对经过预成型后的止动环进行冲压,使得止动环本体与料片完全分离。
7、优选地,步骤s2中对料片的冲压厚度为料片厚度的三分之二。
8、优选地,在步骤s1之前还包括:对料片进行冲压以成型出定位孔。
9、优选地,在步骤s3之后还包括步骤s4、将分离后的多个止动环本体进行码放整理。
10、本发明提出的一种加工成型装置用于实现上述加工成型方法,包括:
11、下模座,下模座上开设有下料孔;
12、上模座,布置在下模座上方并可经由升降机构带动向下运动与下模座合模;
13、第一冲头,安装在上模座上用于对位于其下方的料片冲压出止动环本体上的切口;
14、第二冲头,安装在上模座上并位于第一冲头的后端,用于对位于其下方的料片预断冲压出止动环本体上的避让孔及止动环本体外圈,且上模座与下模座合模时,第二冲头与下模座之间具有预断空间;
15、第三冲头,安装在上模座上并位于下料孔的正上方以用于对经过第一冲头、第二冲头冲压预成型的止动环向下冲压脱离料片。
16、优选地,预断空间的高度为料片厚度的三分之二。
17、本发明提出的一种加工成型装置还包括安装在上模座上用于对料片冲压成型出定位孔的第四冲头,且第四冲头位于第一冲头的前端。
18、优选地,下料孔内的内壁上固定有导料件,且导料件沿下料孔轴线向下延伸至下模座的下方并具有第一导料部和第二导料部,第一导料部与止动环本体上的避让孔适配套接,第二导料部与止动环本体上的切口适配套接。
19、优选地,基座上还安装有用于带动料片依次经过第四冲头、第一冲头、第二冲头和第三冲头的输送机构。
20、本发明中所提出的止动环加工成型方法、装置,料片通过依次设置的第四冲头、第一冲头、第二冲头和第三冲头进行冲压成型,其中第一冲头和第二冲头冲压成型出止动环本体的形状并不会让止动环本体与料片完全脱离,方便第二冲头与止动环本体脱离并且还方便料片继续带动止动环本体运动至第三冲头,第三冲头对止动环本体冲压使其与料片完全脱离,止动环本体套设在下料孔内的导料件中受其重力作用自动进行码放整理,免去止动环的人工整理程序,提高生产效率,减少人工成本。
技术特征:
1.一种止动环,其特征在于,包括止动环本体(7),止动环本体(7)上具有避让孔(71)及两个定位孔(72),且止动环本体(7)上还具有连通避让孔(71)内外的切口(73),两个定位孔(72)位于切口(73)两侧并对称布置。
2.一种止动环加工成型方法,用于加工成型出如权利要求1所述的止动环,其特征在于,包括以下步骤:
3.根据权利要求2所述的止动环加工成型方法,其特征在于,步骤s2中对料片的冲压厚度为料片厚度的三分之二。
4.根据权利要求2所述的止动环加工成型方法,其特征在于,在步骤s1之前还包括:对料片进行冲压以成型出定位孔(72)。
5.根据权利要求2所述的止动环加工成型方法,其特征在于,在步骤s3之后还包括步骤s4、将分离后的多个止动环本体(7)进行码放整理。
6.一种用于实现如权利要求2-5任一所述加工成型方法的加工成型装置,其特征在于,包括:
7.根据权利要求6所述的止动环加工成型装置,其特征在于,预断空间的高度为料片厚度的三分之二。
8.根据权利要求7所述的止动环加工成型装置,其特征在于,还包括安装在上模座(2)上用于对料片冲压成型出定位孔(72)的第四冲头(6),且第四冲头(6)位于第一冲头(3)的前端。
9.根据权利要求6所述的止动环加工成型装置,其特征在于,下料孔(11)内的内壁上固定有导料件(12),且导料件(12)沿下料孔(11)轴线向下延伸至下模座(1)的下方并具有第一导料部(121)和第二导料部(122),第一导料部(121)与止动环本体(7)上的避让孔(71)适配套接,第二导料部(122)与止动环本体(7)上的切口(73)适配套接。
10.根据权利要求6所述的止动环加工成型装置,其特征在于,基座上还安装有用于带动料片依次经过第四冲头(6)、第一冲头(3)、第二冲头(4)和第三冲头(5)的输送机构。
技术总结
本发明公开了一种止动环及加工成型方法、装置,止动环加工成型装置包括下模座、上模座及安装在上模座上的第一冲头、第二冲头、第三冲头,第一冲头用于对位于其下方的料片冲压出止动环切口;第二冲头于对位于其下方的料片预断冲压出止动环本体上的避让孔及止动环外圈,且上模座与下模座合模时,第二冲头与下模座之间具有预断空间;第三冲头位于下料孔的正上方以用于对经过第一冲头、第二冲头冲压预成型的止动环向下冲压脱离料片;本发明中所提出的止动环加工装置,第三冲头对止动环本体冲压使其与料片完全脱离,止动环本体套设在下料孔内的导料件中受其重力作用自动进行码放整理,免去止动环的人工整理程序,提高生产效率,减少人工成本。
技术研发人员:张吴斌,童超,李志勇,邹锦波,王伟
受保护的技术使用者:安徽省宁国市东波紧固件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!