屏幕重工贴合治具及方法与流程
本申请涉及屏幕制造,特别是涉及一种屏幕重工贴合治具及方法。
背景技术:
1、显示屏幕在组装过程中一般是将盖板和显示模组通过粘性胶层进行贴合,不过在组装过程中难免会遇到入尘、脏污或贴合位置偏移等问题,这里就需要对该显示屏幕进行重新加工(即重工),重工的主要工序一般为先对重工产品进行拆解即将两个已经粘合在一起的盖板和显示模组拆解分离,再对拆解后的盖板和显示模组进行清洁,最后对清洗后的盖板和显示模组重新进行二次贴合。
2、随着汽车工业的进步和发展,车载屏幕开始呈现多样化、多屏化的发展趋势。目前针对多联屏重工产品在重工中大多需要将各个显示屏上已经粘合在一起的盖板和显示模组均需要进行拆解、清洗及二次贴合,以防止出现压坏模组的风险,不过这种重工工序也导致贴胶料整块报废,废料量增加,生产成本增加。
技术实现思路
1、基于此,有必要针对如何降低屏幕重工贴合成本的问题,提供一种屏幕重工贴合治具及方法。
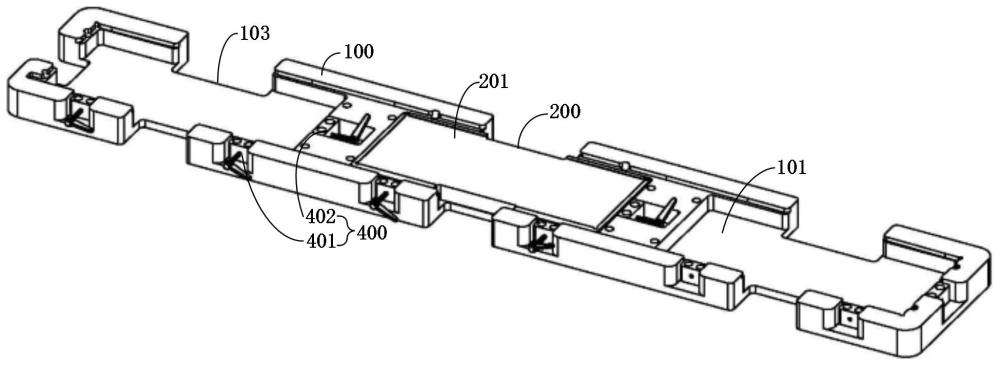
2、作为本申请的一方面提供了一种屏幕重工贴合治具,所述屏幕重工贴合治具用于多联屏,所述多联屏包括盖板、多个显示模组和粘贴于所述显示模组和所述盖板之间的粘胶层;所述多联屏中包括至少一个重工屏;所述屏幕重工贴合治具包括:
3、底座,所述底座上开设多个底座定位槽,各个所述底座定位槽与各个所述显示模组相对应;
4、至少一个重工定位部,所述重工定位部可活动地放置在所述底座定位槽内,且所述重工定位部与所述多联屏中所述重工屏的所在位置相对应;所述重工定位部用于依次容置所述粘胶层和重工显示模组;以及
5、装夹部,所述装夹部安装在所述底座上,所述装夹部可调节地穿设至各个所述底座定位槽内。
6、在其中一个实施例中,所述重工定位部包括:
7、第一重工定位模块,所述第一重工定位模块可活动地放置在所述底座定位槽内,且所述第一重工定位模块与所述多联屏中所述重工屏的所在位置相对应;所述第一重工定位模块上开设第一重工定位槽,所述粘胶层放置在所述第一重工定位槽内。
8、在其中一个实施例中,所述重工定位部还包括:
9、第二重工定位模块,所述第二重工定位模块可活动地放置在所述底座定位槽内,且所述第二重工定位模块与所述多联屏中所述重工屏的所在位置相对应;所述第二重工定位模块上开设第二重工定位槽,所述重工显示模组放置在所述第二重工定位槽内。
10、在其中一个实施例中,所述底座上开设定位台,所述定位台用于所述盖板的定位安装。
11、在其中一个实施例中,所述装夹部包括:
12、第一装夹件,所述第一装夹件安装在所述底座上,且可调节地穿设至各个所述底座定位槽的第一侧壁内;以及
13、第二装夹件,所述第二装夹件安装在所述底座上,且可调节地穿设至各个所述底座定位槽的第二侧壁内;其中,所述底座定位槽的第一侧壁与所述底座定位槽的第二侧壁相邻设置。
14、在其中一个实施例中,多个所述底座定位槽在所述底座上呈线型布置。
15、在其中一个实施例中,所述底座上开设多个抓握槽,且所述抓握槽位于各个所述底座定位槽的至少一侧。
16、在其中一个实施例中,所述多联屏被配置为三联屏。
17、作为本申请的另一方面提供了一种屏幕重工贴合方法,基于上文所述的屏幕重工贴合治具,所述屏幕重工贴合方法包括步骤:
18、将所述多联屏中至少一个重工屏的显示模组与盖板拆解分离;所述多联屏中各个显示模组的所在位置与所述底座上开设的所述底座定位槽相对应;
19、将至少一个重工定位部可活动地放置在所述底座定位槽中,且各个所述重工定位部与所述多联屏中重工屏的所在位置相对应;以及
20、依次将所述粘胶层和所述重工显示模组放置在所述重工定位部上,使所述盖板、所述粘胶层和所述重工显示模组依次贴合。
21、在其中一个实施例中,所述步骤依次将所述粘胶层和所述重工显示模组放置在所述重工定位部上,使所述盖板、所述粘胶层和所述重工显示模组依次贴合包括:
22、将所述粘胶层放置在所述重工定位部上,所述盖板与相对于所述盖板的所述粘胶层的一侧相贴合;以及
23、将所述重工显示模组放置在所述重工定位部上,所述重工显示模组与相背于所述盖板的所述粘胶层的一侧相贴合。
24、本申请提供的屏幕重工贴合治具可以针对重工屏进行重工贴合,无需对所有屏幕进行重工,提高了屏幕重工贴合效率及成品良率,降低了屏幕重工贴合成本。
技术特征:
1.一种屏幕重工贴合治具,其特征在于,所述屏幕重工贴合治具用于多联屏,所述多联屏包括盖板、多个显示模组和粘贴于所述显示模组和所述盖板之间的粘胶层;所述多联屏中包括至少一个重工屏;所述屏幕重工贴合治具包括:
2.根据权利要求1所述的屏幕重工贴合治具,其特征在于,所述重工定位部包括:
3.根据权利要求1所述的屏幕重工贴合治具,其特征在于,所述重工定位部还包括:
4.根据权利要求1所述的屏幕重工贴合治具,其特征在于,所述底座上开设定位台,所述定位台用于所述盖板的定位安装。
5.根据权利要求1所述的屏幕重工贴合治具,其特征在于,所述装夹部包括:
6.根据权利要求1至5中任意一项所述的屏幕重工贴合治具,其特征在于,多个所述底座定位槽在所述底座上呈线型布置。
7.根据权利要求1至5中任意一项所述的屏幕重工贴合治具,其特征在于,所述底座上开设多个抓握槽,且所述抓握槽位于各个所述底座定位槽的至少一侧。
8.根据权利要求1至5中任意一项所述的屏幕重工贴合治具,其特征在于,所述多联屏被配置为三联屏。
9.一种屏幕重工贴合方法,基于如权利要求1至8中任意一项所述的屏幕重工贴合治具,其特征在于,所述屏幕重工贴合方法包括步骤:
10.根据权利要求9所述的屏幕重工贴合方法,其特征在于,所述步骤依次将所述粘胶层和所述重工显示模组放置在所述重工定位部上,使所述盖板、所述粘胶层和所述重工显示模组依次贴合包括:
技术总结
本申请涉及一种屏幕重工贴合治具及方法,该屏幕重工贴合治具用于多联屏,多联屏包括盖板、多个显示模组和粘胶层;多联屏中包括至少一个重工屏;屏幕重工贴合治具包括:底座、至少一个重工定位部和装夹部;底座上开设多个底座定位槽,各个底座定位槽与各个显示模组相对应;所述重工定位部可活动地放置在所述底座定位槽内,且所述重工定位部与所述多联屏中所述重工屏的所在位置相对应;所述重工定位部用于依次容置所述粘胶层和重工显示模组;所述装夹部安装在所述底座上,所述装夹部可调节地穿设至各个所述底座定位槽内。本申请可以针对重工屏进行重工贴合,无需对所有屏幕进行重工,提高了屏幕重工贴合效率,降低了屏幕重工贴合成本。
技术研发人员:郝金晨,孟宪章,石东
受保护的技术使用者:苏州桐劼汽车电子有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!