一种承插式异材多层复合管及其制造方法与流程
本发明属于复合管,具体为一种承插式异材多层复合管及其制造方法。
背景技术:
1、复合管广泛用于液体输送管网系统中,一般为承插式结构,包括外层的金属管和内层的塑料管,即塑料管作为内衬,金属管的一端为插口端、另一端为承口端。安装时,多根复合管依次连接,一根复合管的插口端插入与其相邻的复合管的承口端。现有的复合管对管身及管身的两端进行了整体防腐包覆,但承口内壁和插口外壁一般直接涂刷防腐油漆,或采取喷塑/涂塑处理,没有与管身形成整体防腐包覆,使用过程中与管道内液体长期接触导致防腐失效产生管壁腐蚀,影响管道使用寿命,对管道内输送液体产生污染。
技术实现思路
1、针对现有技术存在的上述问题,本发明的目的是提供一种承插式异材多层复合管及其制造方法,管材各层之间连接强度高、端面密封性好,抗负压性好,防止管材承口内壁和插口外壁锈蚀污染被输送液体,防止液体从管端面渗透导致各层之间发生脱离。
2、为了实现上述目的,本发明所采用的技术方案是:
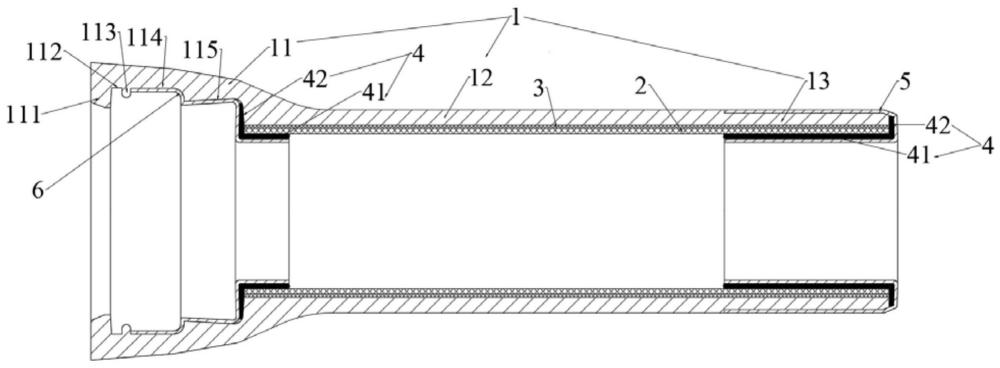
3、一种承插式异材多层复合管,包括从内到外依次套接的内管、中间层和外管,内管和外管通过中间层粘接,外管包括依次连接的承口部、直管部和插口部,承口部内壁设有阶梯和/或凹槽,所述复合管的承口部一端设有承口衬环,承口衬环覆盖部分承口部内壁和内管内壁的一端,所述复合管的插口部一端设有插口衬环,插口衬环包覆插口部。
4、作为上述技术方案的进一步改进:
5、优选的,外管的材质为金属。
6、优选的,中间层的材质为热熔胶。
7、优选的,内管的材质为非金属。
8、优选的,承口衬环和插口衬环采用具有耐腐蚀功能的材料制成。
9、优选的,所述复合管的两端都设有密封垫,承口部一端的密封垫包覆内管一端的内壁和端面以及中间层的端面,插口部一端的密封垫包覆内管另一端的内壁以及所述复合管的插口部一端的端面。
10、优选的,外管的内壁表面除锈等级达到sa2.5级,表面粗糙度为ra12.5~ra25时,中间层的厚度不小于0.1mm。
11、更优选的,内管和中间层的总厚度不小于1.0mm。
12、优选的,外管内壁表面除锈等级达到sa2.5级,表面粗糙度为ra25~ra50时,中间层的厚度为不小于0.15mm。
13、更优选的,内管和中间层的总厚度不小于1.0mm。
14、优选的,外管内壁表面除锈等级达到sa2.5级,表面粗糙度大于ra50时,中间层的厚度不小于0.2mm。
15、更优选的,内管和中间层的总厚度不小于1.2mm。
16、优选的,相邻两根所述复合管连接时,一根复合管的插口部一端插入相邻复合管的承口部一端内并通过密封圈密封,密封圈的外圈接触和压紧一根复合管的承口衬环内壁、密封圈的内圈接触相邻复合管插口衬环的外壁。
17、更优选的,承口部的内壁和承口衬环之间设有稳固层,插口部的外壁和插口衬环之间设有稳固层。
18、优选的,稳固层为热熔胶或橡胶。
19、一种承插式异材多层复合管的制造方法,用于制造所述的复合管,包括如下步骤:
20、步骤s1:处理外管、制作内管和中间层、制作承口衬环、制作插口衬环;
21、步骤s2:将包括中间层和内管的塑料管整体穿入外管中并通过加热进行复合;
22、步骤s3:将插口衬环和承口衬环分别安装在所述复合管的插口部一端和承口部一端。
23、优选的,制作插口衬环时,分成两部分制作,一段为管内部分,另一段为管外部分,将所述管内部分的一端贴合在内管内壁、所述管外部分的一端贴合在插口部的外壁,将所述管内部分的另一端和/或所述管外部分的另一端弯折后贴合在所述复合管的插口部一端端面上并将所述管内部分和管外部分焊接在一起,焊接处位于所述复合管的插口部一端端面上。
24、更优选的,将插口衬环的所述管外部分和插口部的外壁焊接在一起,或者在安装所述管外部分前在插口部的外壁上喷或涂热熔胶。
25、本发明的有益效果是:
26、(1)管材各层之间密封性好:所述复合管的承口部一端和插口部一端都被不锈钢衬环包覆,承口衬环将内管一端端部和中间层一端端部紧压和包覆在承口衬环中部和外管之间,插口衬环将内管另一端端部和中间层另一端端部包覆在插口衬环中,结合密封垫和密封圈的设置,有效避免液体通过管端渗透进各层之间导致热熔胶与金属管内壁和不锈钢环之间的结合面受水的张力发生剥离,杜绝了金属材质的外管承插口锈蚀造成水质污染。
27、(2)防腐性好:内管材质为聚乙烯,适用于具有腐蚀性的液体输送,另外,管材各层之间密封性好,避免液体通过管端渗透进各层之间,进一步提高了所述复合管的防腐性。塑料材质的内管提高了所述复合管内表面的光洁度,内管厚度小,可提高管道输送效率、降低运行能耗。
28、(3)承口衬环能覆盖承口部内壁、插口衬环能覆盖插口部端面和外壁,这样在相邻两个复合管承插式连接时,一根复合管的承口衬环和相邻复合管的插口衬环能被同一组密封圈的外圈和内圈分别压紧,提高了插口衬环和承口衬环安装后的强度和稳定性,同时由于安装后一根复合管的承口部内壁和相邻复合管的插口部外壁之间有间隙,会有液体进入,不锈钢材质的插口衬环和承口衬环防止承口部内壁和插口部外壁直接接触液体发生腐蚀污染输送液体。
29、(4)抗负压性好:预先制造成型的中间层,穿入外管后通过融化再凝固的方法将内管和外管连接在一起的方法,有效提高了中间层各处厚度的均匀程度,避免中间层出现气泡以及内管或外管上存在未与中间层的热熔胶连接的点,提高了内管和外管的连接强度,结合管端密封性好的特点,杜绝了管道内负压造成内衬分层现象,防止内管脱落被液体冲走。
30、(5)根据不同的拉脱强度要求和生产条件制造和使用不同厚度的中间层和内管,满足用户要求、保证使用效果同时最大程度降低生产成本和使用成本。
31、(6)热熔胶和橡胶密封垫的布置,防止了金属外管和不锈钢衬环接触导致不锈钢衬环发生电化学腐蚀。
技术特征:
1.一种承插式异材多层复合管,其特征在于,包括从内到外依次套接的内管(2)、中间层(3)和外管(1),内管(2)和外管(1)通过中间层(3)粘接,外管(1)包括依次连接的承口部(11)、直管部(12)和插口部(13),承口部(11)内壁设有阶梯和/或凹槽,所述复合管的承口部(11)一端设有承口衬环(6),承口衬环(6)覆盖部分承口部(11)内壁和内管(2)内壁的一端,所述复合管的插口部(13)一端设有插口衬环(5),插口衬环(5)包覆插口部(13)。
2.根据权利要求1所述的复合管,其特征在于:外管(1)的材质为金属。
3.根据权利要求2所述的复合管,其特征在于:中间层(3)的材质为热熔胶。
4.根据权利要求3所述的复合管,其特征在于:内管(2)的材质为非金属。
5.根据权利要求4所述的复合管,其特征在于:承口衬环(6)和插口衬环(5)采用具有耐腐蚀功能的材料制成。
6.根据权利要求5所述的复合管,其特征在于:所述复合管的两端都设有密封垫(4),承口部(11)一端的密封垫(4)包覆内管(2)一端的内壁和端面以及中间层(3)的端面,插口部(13)一端的密封垫(4)包覆内管(2)另一端的内壁以及所述复合管的插口部(13)一端的端面。
7.根据权利要求4所述的复合管,其特征在于:外管(1)的内壁表面除锈等级达到sa2.5级,表面粗糙度为ra12.5~ra25时,中间层(3)的厚度不小于0.1mm。
8.根据权利要求7所述的复合管,其特征在于:内管(2)和中间层(3)的总厚度不小于1.0mm。
9.根据权利要求4所述的复合管,其特征在于:外管(1)内壁表面除锈等级达到sa2.5级,表面粗糙度为ra25~ra50时,中间层(3)的厚度为不小于0.15mm。
10.根据权利要求9所述的复合管,其特征在于:内管(2)和中间层(3)的总厚度不小于1.0mm。
11.根据权利要求4所述的复合管,其特征在于:外管(1)内壁表面除锈等级达到sa2.5级,表面粗糙度大于ra50时,中间层(3)的厚度不小于0.2mm。
12.根据权利要求11所述的复合管,其特征在于:内管(2)和中间层(3)的总厚度不小于1.2mm。
13.根据权利要求5所述的复合管,其特征在于:相邻两根所述复合管连接时,一根复合管的插口部(13)一端插入相邻复合管的承口部(11)一端内并通过密封圈(7)密封,密封圈(7)的外圈接触和压紧一根复合管的承口衬环(6)内壁、密封圈(7)的内圈接触相邻复合管插口衬环(5)的外壁。
14.根据权利要求1所述的复合管,其特征在于:承口部(11)的内壁和承口衬环(6)之间设有稳固层(8),插口部(13)的外壁和插口衬环(5)之间设有稳固层(8)。
15.根据权利要求14所述的复合管,其特征在于:稳固层(8)为热熔胶或橡胶。
16.一种承插式异材多层复合管的制造方法,用于制造权利要求1~7任一所述的复合管,其特征在于:包括如下步骤:
17.根据权利要求16所述的制造方法,其特征在于:制作插口衬环(5)时,分成两部分制作,一段为管内部分,另一段为管外部分,将所述管内部分的一端贴合在内管(2)内壁、所述管外部分的一端贴合在插口部(13)的外壁,将所述管内部分的另一端和/或所述管外部分的另一端弯折后贴合在所述复合管的插口部(13)一端端面上并将所述管内部分和管外部分焊接在一起,焊接处位于所述复合管的插口部(13)一端端面上。
18.根据权利要求17所述的制造方法,其特征在于:将插口衬环(5)的所述管外部分和插口部(13)的外壁焊接在一起,或者在安装所述管外部分前在插口部(13)的外壁上喷或涂热熔胶。
技术总结
本发明公开了一种承插式异材多层复合管及其制造方法,复合管包括从内到外依次套接的内管、中间层和外管,内管和外管通过中间层粘接,外管包括依次连接的承口部、直管部和插口部,所述复合管靠近承口部的一端设有承口衬环,复合管靠近插口部的一端设有插口衬环。所述制造方法包括步骤:S1:处理外管、制作内管和中间层、制作承口衬环和插口衬环;S2:将中间层和内管整体穿入外管中并通过加热进行复合;S3:将插口衬环和承口衬环分别安装在所述复合管的插口部一端和承口部一端。本发明管材各层之间连接强度高、端面密封性好,抗负压性好,承口部内壁和插口部外壁覆盖耐腐蚀材质,防止管材锈蚀污染被输送液体和液体从端面渗透导致分层。
技术研发人员:肖和飞,尹希伟,罗灿,张新爱,罗安明
受保护的技术使用者:湖南振辉管业有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!