一种衬套、一种管路组件的制作方法
【】本技术涉及空调系统领域,具体涉及一种衬套以及一种管路组件。
背景技术
0、
背景技术:
1、管路组件在管路系统中使用较多,如在管路系统中的消音器或者过滤器需要与系统接管连接,空调系统的接管一般采用铜管,为了方便与空调系统的铜管连接,一般都是设置铜衬套进行转接,在相关技术中,铜衬套的凸起部与消音器的端部端面连接时,焊料不容易流到配合位置。
技术实现思路
0、
技术实现要素:
1、本实用新型在于提供一种衬套以及一种管路组件,可以更有利于焊料通过毛细效应流入到配合间隙中,从而相对提高焊接质量,本实用新型采用技术方案如下:
2、一种衬套,所述衬套包括本体部、凸起部,所述本体部的外周壁面和/或内周壁面设置有第一流通部,所述第一流通部沿所述本体部的轴线方向延伸,所述凸起部设置有第二流通部,所述第一流通部和所述第二流通部相连通。
3、本实用新型还提供一种管路组件,采用的技术方案如下:
4、一种管路组件,包括管路件以及衬套,所述管路件以及衬套经焊接固定,所述管路件包括连接端部,所述连接端部包括连接部,所述衬套包括本体部和凸起部,所述连接部与至少部分所述本体部配合焊接固定,其特征在于:
5、所述本体部设置有第一流通部,所述第一流通部沿所述本体部的轴线方向延伸,所述凸起部设置有第二流通部,所述第一流通部和所述第二流通部相连通。
6、本实用新型在于提供一种衬套以及一种管路组件,可以更有利于焊料通过毛细效应流入到配合间隙中,增大衬套和管路件之间焊接面积,从而相对提高焊接质量。
技术特征:
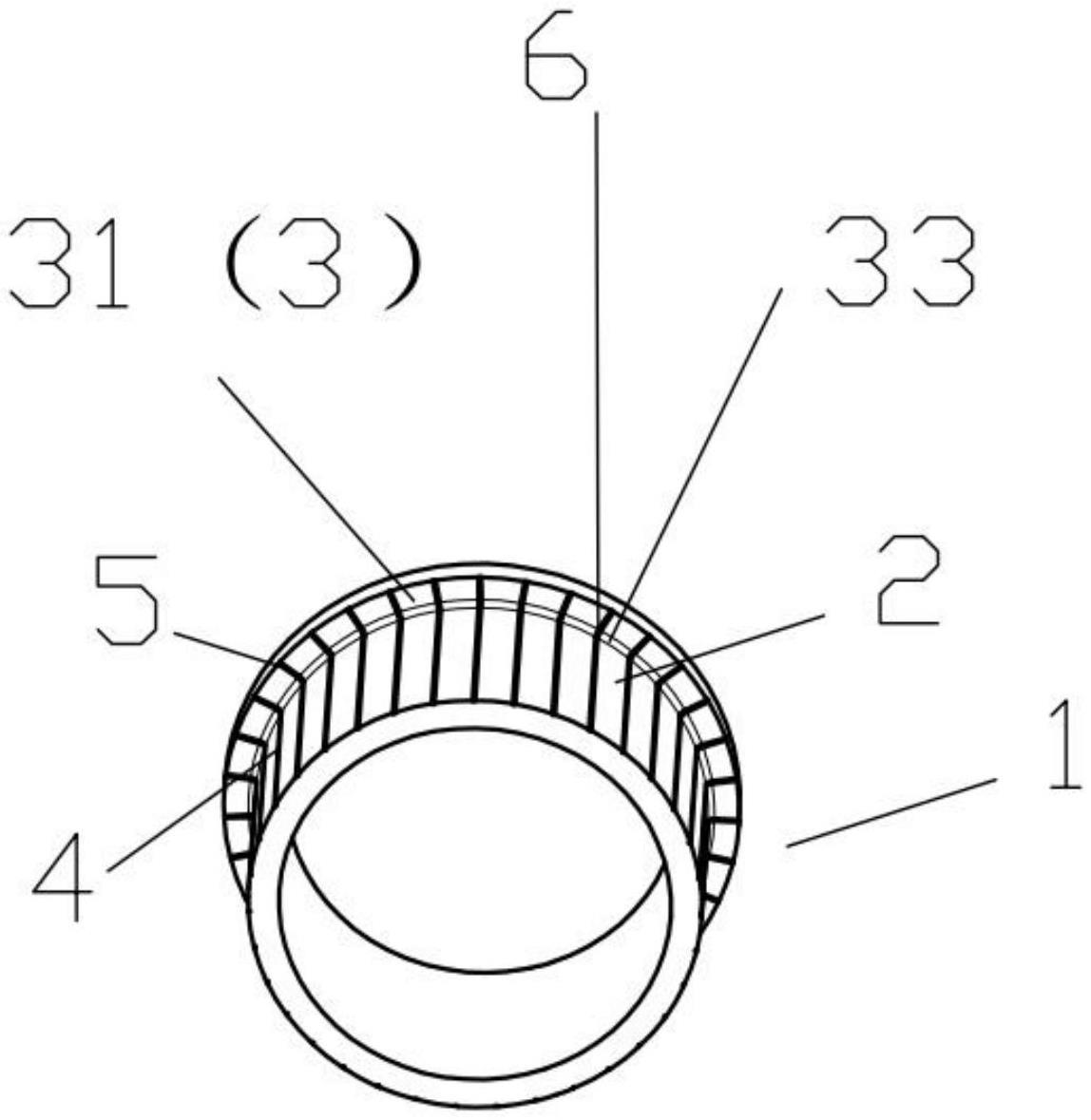
1.一种衬套(1),所述衬套(1)包括本体部(2)、凸起部(3),其特征在于:所述本体部(2)的外周壁面和/或内周壁面设置有第一流通部(4),所述第一流通部(4)沿所述本体部(2)的轴线方向延伸,所述凸起部(3)设置有第二流通部(5),所述第一流通部(4)和所述第二流通部(5)相连通。
2.根据权利要求1所述的衬套,其特征在于:所述凸起部(3)包括第一凸起部(31),所述第一凸起部(31)由所述本体部(2)的第一端部(21)朝远离所述衬套(1)中心轴线方向翻边或折弯形成,所述第一凸起部(31)相对位于所述本体部(2)的外侧,所述第一凸起部(31)还包括第一配合部(311),所述第一配合部(311)设置有所述第二流通部(5)。
3.根据权利要求1或2所述的衬套,其特征在于:所述凸起部(3)包括第二凸起部(32),所述第二凸起部(32)由所述本体部(2)的第二端部(22)朝靠近所述衬套(1)中心轴线方向翻边或折弯形成,所述第二凸起部(32)相对位于所述本体部(2)的内侧,所述第二凸起部(32)还包括第二配合部(321),所述第二配合部(321)设置有所述第二流通部(5’)。
4.根据权利要求1所述的衬套,其特征在于:所述衬套(1)还包括导向部(33),所述导向部(33)设置在所述本体部(2)与所述凸起部(3)之间,所述导向部(33)设置有第三流通部(6),所述第三流通部(6)设置在所述第一流通部(4)和所述第二流通部(5)之间并连通所述第一流通部(4)和所述第二流通部(5)。
5.根据权利要求4所述的衬套,其特征在于:
6.一种管路组件,包括管路件(7)以及衬套(1),所述管路件(7)以及衬套(1)经焊接固定,所述管路件(7)包括连接端部(71),所述连接端部(71)包括连接部(711),所述衬套(1)包括本体部(2)和凸起部(3),所述连接部(711)与至少部分所述本体部(2)配合焊接固定,其特征在于:
7.根据权利要求6所述的管路组件,其特征在于:至少部分所述本体部(2)的外周壁面与所述连接部(711)内周壁面配合焊接,所述凸起部(3)包括第一凸起部(31),所述第一凸起部(31)由所述本体部(2)的第一端部(21)朝远离所述衬套(1)中心轴线方向翻边或折弯形成,所述第一凸起部(31)与所述连接端部(71)的端面压紧配合并实施轴向定位,定义所述第一凸起部(31)与所述连接端部(71)的端面的配合部位为第一配合部(311),所述第一配合部(311)设置有所述第二流通部(5)。
8.根据权利要求6所述的管路组件,其特征在于:至少部分所述本体部(2)的外周壁面与所述连接部(711)内周壁面配合焊接,所述凸起部(3)包括第一凸起部(31),所述第一凸起部(31)由所述本体部(2)的第一端部(21)朝远离所述衬套(1)中心轴线方向翻边或折弯形成,所述第一凸起部(31)和所述连接端部(71)的端面之间具有轴向间隙,所述第一凸起部(31)面向所述连接端部(71)的端面设置所述第二流通部(5)。
9.根据权利要求6或7所述的管路组件,其特征在于:所述连接端部(71)的内壁面设置有台阶面(712),所述凸起部(3)包括第二凸起部(32),所述第二凸起部(32)由所述本体部(2)的第二端部(22)朝靠近所述衬套(1)中心轴线方向翻边或折弯形成,定义所述第二凸起部(32)与所述台阶面(712)相对的端面为第二配合部(321),所述第二配合部设置有第二流通部(5’),所述第二配合部(321)与所述台阶面(712)之间具有轴向间隙。
10.根据权利要求6所述的管路组件,其特征在于:所述衬套(1)套设在所述连接端部(71)的外侧,至少部分所述本体部(2)的内周壁面与所述连接部(711)外周壁面配合焊接,所述凸起部(3)包括第二凸起部(32),所述第二凸起部(32)从由所述本体部(2)的第二端部(22)朝靠近所述衬套(1)中心轴线方向翻边或折弯形成;
技术总结
本技术公开一种衬套及一种管路组件,所述衬套包括本体部、凸起部,所述本体部的外周壁面和/或内周壁面设置有第一流通部,所述第一流通部沿所述本体部的轴线方向延伸,所述凸起部设置有第二流通部,所述第一流通部和所述第二流通部相连通,这样设置可以更有利于焊料通过毛细血管现象填充到配合间隙中,可相对提高焊接质量。
技术研发人员:请求不公布姓名
受保护的技术使用者:新昌县四通机电有限公司
技术研发日:20230106
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!