一种集成阀体的制作方法
本技术涉及阀体,更具体地说,它涉及一种集成阀体。
背景技术:
1、汽车上面安装有abs(antilock brake system汽车防抱死制动系统)、ecs(electronic stability controller汽车电子稳定系统)、真空助力器和制动主缸等装置,以上四种装置分别对应不同的功能,但是其均与汽车的制动力有关,均是根据汽车的制动力来提供一系列的动作;现有技术中将上述四个装置分别安装,之后通过油管进行连接,使得制动主缸内的油压能够传递至abs、esc、和真空助力器内,这就使得安装占据车内较大的空间,因此采用集成的方式将上述四种装置集成在一个装置上,现有的集成方式通常采用多路阀,这就使得阀体的整体结构过大,且占据的安装空间大,使得制造、安装非常的不方便。
2、公开号为cn111396387a,公开日为2020年7月10日,公开了一种集成结构的阀体,其通过设置成方形结构使得能够方便对阀体加工进行定位和加工;但是由于阀体通常采用铝材料制成,由于阀体的表面设置有多个连接孔,这就使得在加工过程中因为定位夹具的夹紧作用,将表面的连接孔夹伤,从而对产品的性能产生影响。
技术实现思路
1、本实用新型克服了现有技术中的方形阀体加工过程中容易因夹具的作用,将阀体表面损伤,提供了一种集成阀体,具有加工定位方便的特点,在加工过程中,不会因为夹具的作用将阀体的表面夹伤。
2、为了解决上述技术问题,本实用新型采用以下技术方案:一种集成阀体,包括:方形阀体,方形阀体内贯穿设置有定位穿孔和辅助定位孔;方形阀体的重心在辅助定位孔和定位穿孔之间。
3、本实用新型通过在加工固定面上设置定位穿孔和辅助定位孔,可以起到对方形阀体定位作用,使得在对方形阀体加工时,可以先加工固定加工面,而在加工其他面时,将定位穿孔与定位杆配合,将辅助定位孔和辅助定位杆配合,使得方形阀体被固定,而对其他的面进行加工,使得能够有效防止对其他面的造成损伤。
4、作为优选,定位穿孔的开口处设置有辅助定位缺口。
5、设置辅助定位缺口,使得当定位杆和定位穿孔配合时,辅助定位缺口能够起到二次定位的效果。
6、作为优选,方形阀体内设置有制动油孔,制动油孔内设置有活塞组件。
7、方形阀体内设置有制动油孔,制动油孔内设置有活塞组件。制动油孔和活塞组件配合形成相当于制动主缸的功能;通过设置阀体本体,即可形成制动主缸,省去的汽车内制动主缸单独的安装。
8、作为优选,活塞组件包括从内至外依次设置在制动油孔内的第一活塞和第二活塞;
9、第一活塞的端部设置有向制动油孔底部朝向的第一活塞套,制动油孔的底部与第一活塞套之间抵接有第一弹簧;
10、第二活塞的端部设置有向制动油孔底部朝向的第二活塞套,第一活塞和第二活塞套之间抵接有第二弹簧。
11、第一活塞和第一弹簧,第二活塞和第二弹簧与制动油孔配合,能够实现制动主缸中的制动功能。
12、作为优选,第一活塞套与制动油孔底部之间设置有第一导向组件,第一导向组件包括第一导向套和第一导向杆,第一导向套抵接在制动油孔的底部,第一导向杆固定设置在第一活塞端面的中间位置,第一导向杆滑动设置在第一导向套内。
13、通过第一导向组件的设置,使得第一导向杆能够沿着第一导向套进行滑动,使得第一活塞在制动油孔运动时更稳定。
14、作为优选,第一活塞和第二活塞套之间设置有第二导向组件,第二导向组件包括第二导向套和第二导向杆,第二导向套抵接在第一活塞靠近第二活塞的端面,第二导向杆固定设置在第二活塞端面的中间位置,第二导向杆滑动设置在第二导向套内。
15、通过设置第二导向组件,使得第二导向杆能够沿着第二导向套进行滑动,使得第二活塞在制动油孔内运动时更稳定。
16、作为优选,第一导向套远离第一活塞的一端的开口处设置有向外径向方向弯折的第一抵接部,第一弹簧抵接在第一抵接部与第一活塞的端部之间;第一导向套靠近第一活塞的一端开口处设置有向内径向方向弯折的第一限位部,第一导向杆远离第一活塞的端部设置有第一旋铆头;第一旋铆头抵接在第一限位部。
17、采用旋铆的工艺设置第一旋铆头,可以省去通过螺栓设置在第一导向杆的端部形成限位部,且相比于螺栓,具有质量好,不会发生松动的问题。
18、作为优选,第二导向套远离第二活塞的一端的开口处设置有向外径向方向折弯的第二抵接部,第二弹簧抵接第二抵接部和第二活塞的端部之间;第二导向套靠近第二活塞的一端开口处设置有向内径向方向折弯的第二限位部,第二导向杆远离第二活塞的端部设置有第二旋铆头,第二旋铆头抵接在第二限位部。
19、采用旋铆的工艺设置第二旋铆头,可以省去通过螺栓设置在第一导向杆的端部形成限位部,且相比于螺栓,具有质量好,不会发生松动的问题。
20、与现有技术相比,本实用新型能够在加工方形阀体时,通过定位穿孔和辅助定位的配合实现定位作用,能够减少对其他加工面的伤害,使得在加工过程中,不会因为夹具的作用将阀体的表面夹伤。
技术特征:
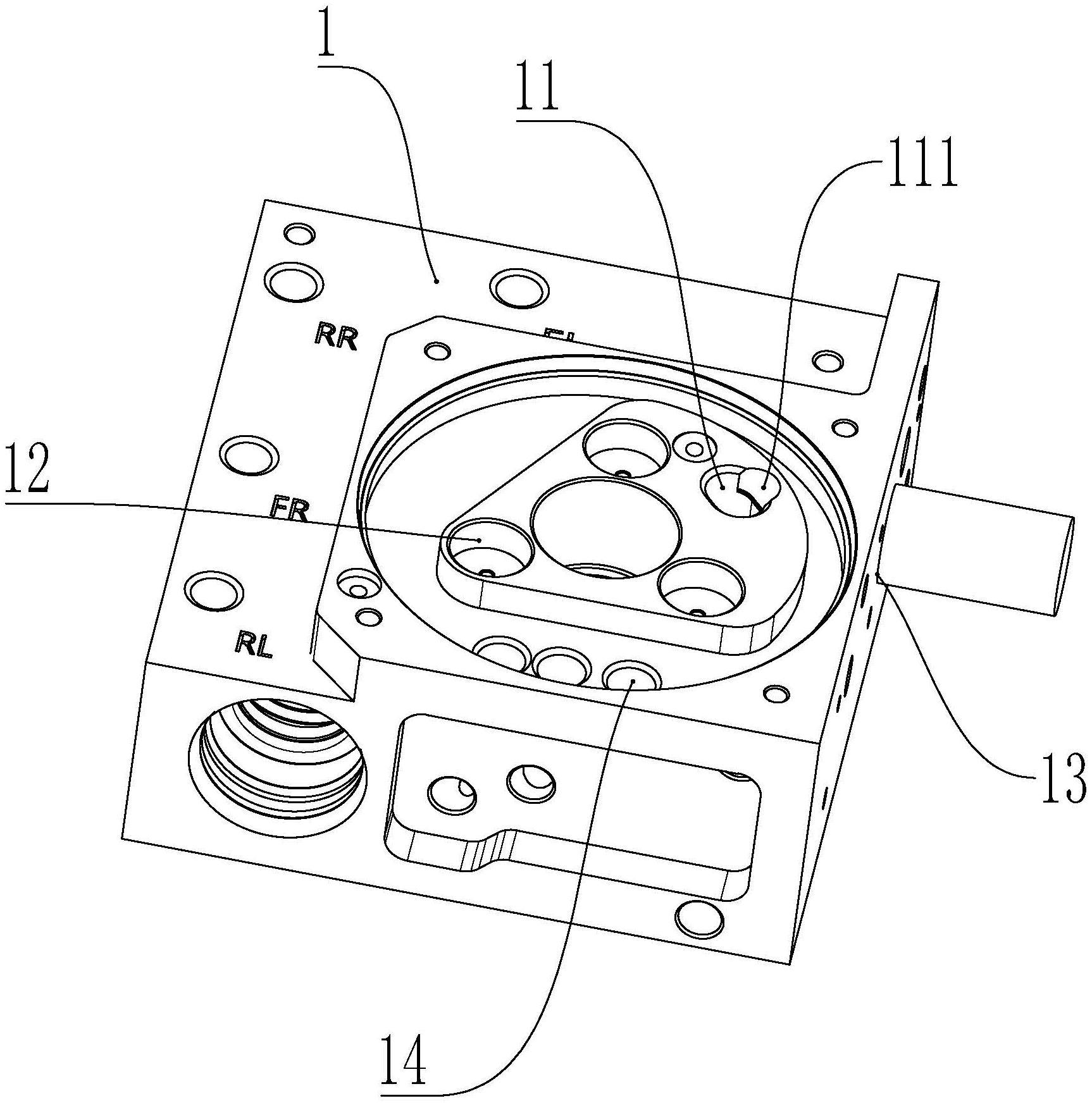
1.一种集成阀体,其特征是,包括:方形阀体(1),方形阀体(1)内贯穿设置有定位穿孔(11)和辅助定位孔(12);方形阀体(1)的重心在辅助定位孔(12)和定位穿孔(11)之间。
2.根据权利要求1所述的集成阀体,其特征是,定位穿孔(11)的开口处设置有辅助定位缺口(111)。
3.根据权利要求1或2所述的集成阀体,其特征是,方形阀体(1)内设置有制动油孔(13),制动油孔(13)内设置有活塞组件。
4.根据权利要求1所述的集成阀体,其特征是,活塞组件包括从内至外依次设置在制动油孔内的第一活塞(2)和第二活塞(3);
5.根据权利要求4所述的集成阀体,其特征是,第一活塞套(21)与制动油孔(13)底部之间设置有第一导向组件,第一导向组件包括第一导向套(41)和第一导向杆(22),第一导向套(41)抵接在制动油孔(13)的底部,第一导向杆(22)固定设置在第一活塞(2)端面的中间位置,第一导向杆(22)滑动设置在第一导向套(41)内。
6.根据权利要求4所述的集成阀体,其特征是,第一活塞(2)和第二活塞套(31)之间设置有第二导向组件,第二导向组件包括第二导向套(51)和第二导向杆(32),第二导向套(51)抵接在第一活塞(2)靠近第二活塞(3)的端面,第二导向杆(32)固定设置在第二活塞(32)端面的中间位置,第二导向杆(32)滑动设置在第二导向套(51)内。
7.根据权利要求5所述的集成阀体,其特征是,第一导向套(41)远离第一活塞(2)的一端的开口处设置有向外径向方向弯折的第一抵接部(411),第一弹簧(4)抵接在第一抵接部(411)与第一活塞(2)的端部之间;第一导向套(41)靠近第一活塞(2)的一端开口处设置有向内径向方向弯折的第一限位部(412),第一导向杆(22)远离第一活塞(2)的端部设置有第一旋铆头(221);第一旋铆头(221)抵接在第一限位部(412)。
8.根据权利要求6所述的集成阀体,其特征是,第二导向套(51)远离第二活塞(3)的一端的开口处设置有向外径向方向折弯的第二抵接部(511),第二弹簧(5)抵接第二抵接部(511)和第二活塞(3)的端部之间;第二导向套(51)靠近第二活塞(3)的一端开口处设置有向内径向方向折弯的第二限位部(512),第二导向杆(32)远离第二活塞(3)的端部设置有第二旋铆头(321),第二旋铆头(321)抵接在第二限位部(512)。
技术总结
本技术公开了一种集成阀体,旨在解决现有技术中方形阀体加工过程中容易因夹具的作用,将阀体表面损伤。本技术通过以下技术方案解决上述技术问题:方形阀体,方形阀体内贯穿设置有定位穿孔和辅助定位孔;方形阀体的重心在辅助定位孔和定位穿孔之间。本技术通过在加工固定面上设置定位穿孔和辅助定位孔,可以起到对方形阀体定位作用,使得在对方形阀体加工时,可以先加工固定加工面,而在加工其他面时,将定位穿孔与定位杆配合,将辅助定位孔和辅助定位杆配合,使得方形阀体被固定,而对其他的面进行加工,使得能够有效防止对其他面的造成损伤。
技术研发人员:李仪平,沃春耀
受保护的技术使用者:浙江安统汽车部件有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!