减少铜管内壁残渣的制冷管道的制作方法
本技术涉及制冷管道领域,尤其涉及一种减少铜管内壁残渣的制冷管道。
背景技术:
1、目前,雪花冰机也叫雪花机或雪冰机,是一种将料液迅速冻结成冰,并利用刮刀切削形成细腻雪花冰的装置,能够做到雪花冰当即食用当即制作。雪花冰机的主体机构主要由两大单元构成:制冷单元和制雪单元,其中制雪单元通常包括料液瓶、给液装置、驱动电机、蒸发器滚筒、制雪刀组件等结构,其核心部件是蒸发器滚筒,蒸发器滚筒包括通过驱动电机驱动旋转的圆筒和圆筒内部不转动的蒸发器中轴,制冷单元通过制冷剂管路向蒸发器滚筒内输入液态制冷剂,而后通过制冷剂回气管路输送回压缩机,蒸发器滚筒内部热力学工况的急剧变化会导致蒸发器滚筒外表面温度迅速降低。
2、但是,现有的雪花冰机的制冷管道存在以下缺陷:
3、1、市面上的雪花冰机的制冷管道的连接端一般采用三通的形式,三通在连接上部组件和侧部组件时,需要沿上部和侧部两个方向焊接固定,焊接产生高温,会让沿上部焊接的铜管内部有残渣掉出,由于铜管是密闭的,残渣就会就在铜管内,无法取出来。
4、2、残渣来回移动,会发生异响,而且铜管是连接压缩机的,如果残渣撞到压缩机,机器就坏了。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的之一在于提供一种减少铜管内壁残渣的制冷管道,其能解决采用三通焊接残渣多的问题。
2、本实用新型的目的之一采用如下技术方案实现:
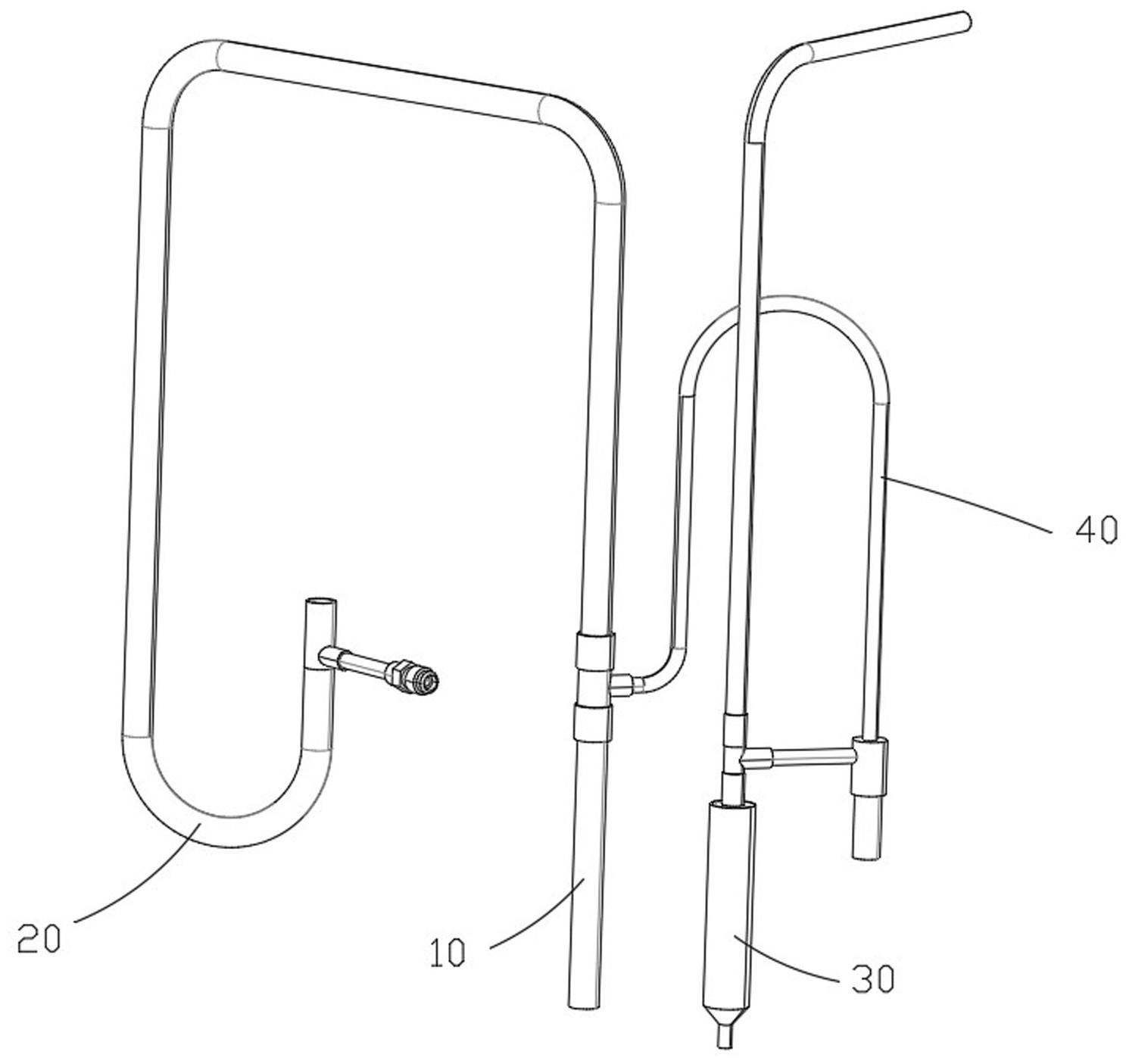
3、一种减少铜管内壁残渣的制冷管道,包括第一u型铜管、第二u型铜管、l型铜管、第三u型铜管、侧部焊接铜管,所述第一u型铜管的一端与所述第二u型铜管衔接,所述第三u型铜管的两端分别与所述第一u型铜管和所述l型铜管衔接;所述第二u型铜管设置有直线段铜管,所述直线段铜管的侧部开设有侧部焊接开孔,所述所述直线段铜管设有上连通孔;所述侧部焊接铜管包括中部衔接管、侧部焊接段、接头组件,所述中部衔接管的两端分别与所述侧部焊接段、接头组件衔接;所述侧部焊接段的端部焊接固定于所述侧部焊接开孔,所述侧部焊接铜管的延伸方向与所述直线段铜管的延伸方向垂直。
4、进一步地,所述侧部焊接段设置有弧形焊接面,所述弧形焊接面与所述侧部焊接开孔焊接固定。
5、进一步地,所述侧部焊接开孔的上边沿距离所述直线段铜管的上边沿4-7cm。
6、进一步地,所述第一u型铜管的宽度大于所述第二u型铜管,所述第一u型铜管的长度大于所述第二u型铜管。
7、进一步地,所述第一u型铜管的宽度大于所述第三u型铜管,所述第三u型铜管的宽度大于所述第二u型铜管。
8、进一步地,所述第一u型铜管的长度大于所述第三u型铜管,所述第三u型铜管的长度大于所述第二u型铜管。
9、相比现有技术,本实用新型的有益效果在于:
10、所述直线段铜管的侧部开设有侧部焊接开孔,所述所述直线段铜管设有上连通孔;所述侧部焊接铜管包括中部衔接管、侧部焊接段、接头组件,所述中部衔接管的两端分别与所述侧部焊接段、接头组件衔接;所述侧部焊接段的端部焊接固定于所述侧部焊接开孔,所述侧部焊接铜管的延伸方向与所述直线段铜管的延伸方向垂直。采用沿直线段铜管的侧部开设有侧部焊接开孔的方式,直接使侧部焊接开孔与所述侧部焊接铜管焊接固定,直线段铜管的上端采用接头或直接插入待连接组件,只需要侧部焊接1次,减少了铜管内掉出残渣的可能性,解决了采用三通焊接残渣多的问题。
11、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.一种减少铜管内壁残渣的制冷管道,包括第一u型铜管、第二u型铜管、l型铜管、第三u型铜管、侧部焊接铜管,其特征在于:
2.如权利要求1所述的减少铜管内壁残渣的制冷管道,其特征在于:所述侧部焊接段设置有弧形焊接面,所述弧形焊接面与所述侧部焊接开孔焊接固定。
3.如权利要求1所述的减少铜管内壁残渣的制冷管道,其特征在于:所述侧部焊接开孔的上边沿距离所述直线段铜管的上边沿4-7cm。
4.如权利要求1所述的减少铜管内壁残渣的制冷管道,其特征在于:所述第一u型铜管的宽度大于所述第二u型铜管,所述第一u型铜管的长度大于所述第二u型铜管。
5.如权利要求1所述的减少铜管内壁残渣的制冷管道,其特征在于:所述第一u型铜管的宽度大于所述第三u型铜管,所述第三u型铜管的宽度大于所述第二u型铜管。
6.如权利要求1所述的减少铜管内壁残渣的制冷管道,其特征在于:所述第一u型铜管的长度大于所述第三u型铜管,所述第三u型铜管的长度大于所述第二u型铜管。
技术总结
本技术公开了一种减少铜管内壁残渣的制冷管道,包括第一U型铜管、第二U型铜管、L型铜管、第三U型铜管、侧部焊接铜管,第二U型铜管设置有直线段铜管,直线段铜管的侧部开设有侧部焊接开孔,直线段铜管设有上连通孔;侧部焊接铜管包括中部衔接管、侧部焊接段、接头组件,中部衔接管的两端分别与侧部焊接段、接头组件衔接;侧部焊接段的端部焊接固定于侧部焊接开孔。采用沿直线段铜管的侧部开设有侧部焊接开孔的方式,直接使侧部焊接开孔与侧部焊接铜管焊接固定,直线段铜管的上端采用接头或直接插入待连接组件,只需要侧部焊接1次,减少了铜管内掉出残渣的可能性,解决了采用三通焊接残渣多的问题。
技术研发人员:游建章
受保护的技术使用者:广州市中贝机电设备有限责任公司
技术研发日:20230503
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!