一种薄壁轴承生产用轴承装配装置的制作方法
本技术属于轴承生产,更具体的说涉及一种薄壁轴承生产用轴承装配装置。
背景技术:
1、通常自动化的轴承装配工序中的滚珠装配步骤是:在轴承外圈内放置轴承内圈,通过拨杆将轴承内圈拨向一侧,直至轴承内圈和轴承外圈相接触,并使内圈和外圈的另一侧间隙变大(如图3所示),再通过滚珠输送机构将若干滚珠放置在大间隙的一侧内,最后再通过拨杆的回拨使轴承内圈和轴承外圈中心对准,再通过后续的保持架装配单元进行保持架的装配。
2、在通过拨杆的回拨使轴承内圈与轴承外圈中心对准后,需要通过输送装置将其输送至保持架装配单元,而在输送过程中滚珠会进行无规则的滚动,导致滚珠撞击内圈和外圈,又因为薄壁轴承的内圈和外圈的壁较薄,质量较轻,且滚珠没有均匀分布在间隙内,滚珠的撞击容易导致内圈和外圈中心不对准(如图4所示),因此常规的保持架装配单元中会增加一个中心对准机构,以保证保持架的准确安装。
3、由于在安装保持架前增加了内圈和外圈的中心对准的工艺步骤,增加了保持架的装配时长。
4、而内圈和外圈从滚珠装配单元输送至保持架装配单元的过程中为输送阶段,在输送阶段内内圈和外圈处于无操作状态,可利用输送阶段使内圈和外圈保持中心对准状态,直至进入保持架装配单元,以节省保持架的装配时长,提高轴承整体的装配效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种薄壁轴承生产用轴承装配装置,在轴承输送带上设置定位机构,节省装配时的定位时长,提高生产效率。
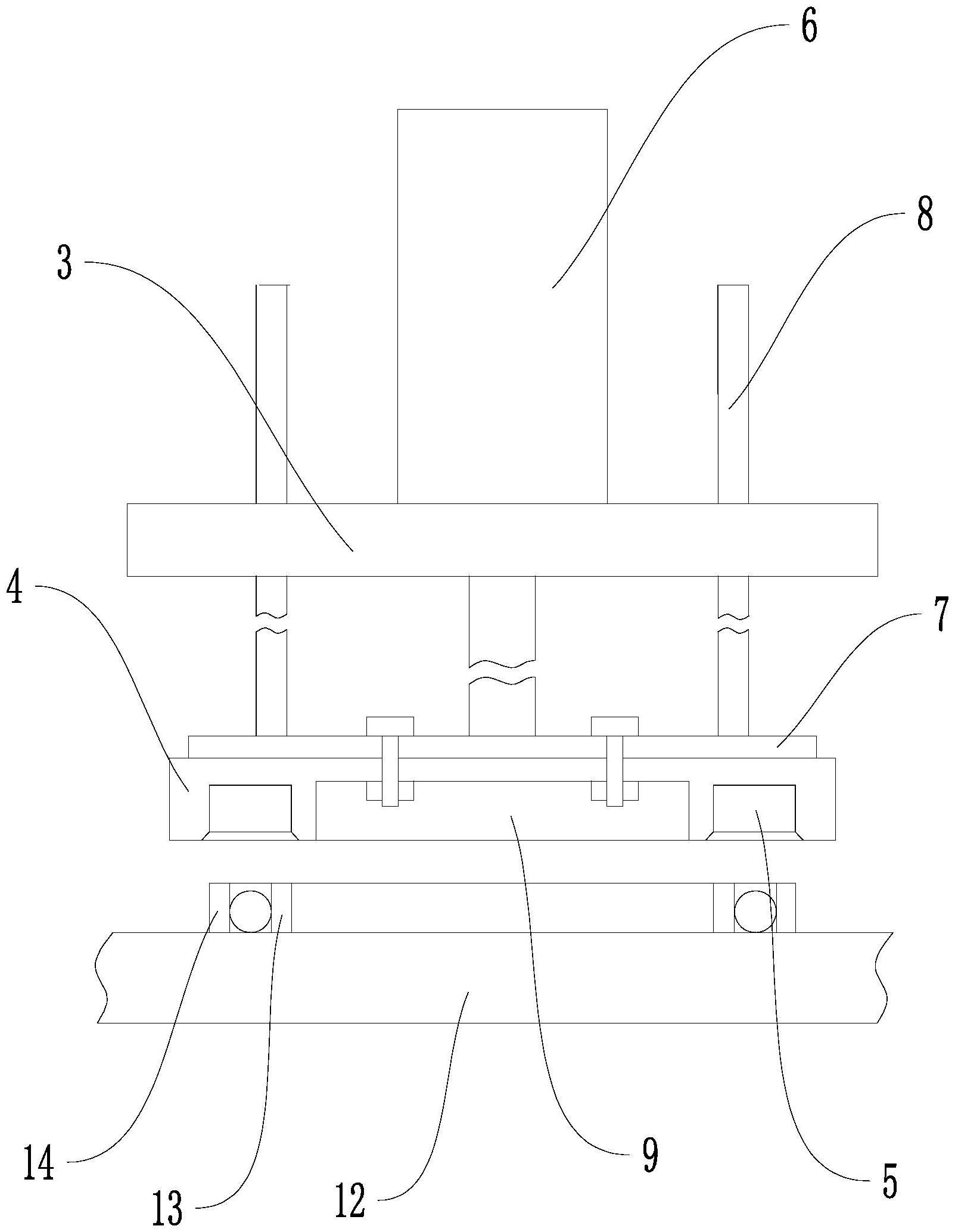
2、为实现上述目的,本实用新型提供了如下技术方案:一种薄壁轴承生产用轴承装配装置,包括滚珠装配单元、保持架装配单元以及位于滚珠装配单元和保持架装配单元之间的输送带,还包括位于输送带上方的传送带,且传送带与输送带同向运行的一侧位于输送带的正上方,所述传送带上设置有若干定位机构,所述定位机构包括支撑板,所述支撑板上设置有可升降的定位板,所述定位板上设置有环形的定位凹槽,所述支撑板上设置有升降驱动,所述升降驱动连接定位板。
3、进一步地,所述定位凹槽的两个侧壁的顶部与端面之间成倒角。
4、进一步地,所述升降驱动包括升降气缸,所述升降气缸的活塞杆连接定位板。
5、进一步地,所述活塞杆与定位板之间设置有安装板,所述安装板与定位板之间通过螺栓螺母连接。
6、进一步地,所述安装板上设置有若干导杆,若干所述导杆与支撑板滑动连接。
7、进一步地,所述定位板的中心位置设置有减重凹槽。
8、进一步地,所述定位板为透明塑料材质。
9、与现有技术相比,本实用新型的有益效果是:在滚珠装配单元与保持架装配单元之间的输送带的上方设置带有定位机构的传动带,定位机构中的定位板可定位轴承内圈和轴承外圈,使两者中心对准,并通过传送带使定位板与轴承内外圈同步且同向移动,从而保证轴承内外圈在进入保持架装配单元后无需再进行定位操作,节省了保持架的装配时长,提高轴承整体的装配效率。
技术特征:
1.一种薄壁轴承生产用轴承装配装置,包括滚珠装配单元、保持架装配单元以及位于滚珠装配单元和保持架装配单元之间的输送带,其特征在于:还包括位于输送带上方的传送带,且传送带与输送带同向运行的一侧位于输送带的正上方,所述传送带上设置有若干定位机构,所述定位机构包括支撑板,所述支撑板上设置有可升降的定位板,所述定位板上设置有环形的定位凹槽,所述支撑板上设置有升降驱动,所述升降驱动连接定位板。
2.根据权利要求1所述的薄壁轴承生产用轴承装配装置,其特征在于:所述定位凹槽的两个侧壁的顶部与端面之间成倒角。
3.根据权利要求2所述的薄壁轴承生产用轴承装配装置,其特征在于:所述升降驱动包括升降气缸,所述升降气缸的活塞杆连接定位板。
4.根据权利要求3所述的薄壁轴承生产用轴承装配装置,其特征在于:所述活塞杆与定位板之间设置有安装板,所述安装板与定位板之间通过螺栓螺母连接。
5.根据权利要求4所述的薄壁轴承生产用轴承装配装置,其特征在于:所述安装板上设置有若干导杆,若干所述导杆与支撑板滑动连接。
6.根据权利要求5所述的薄壁轴承生产用轴承装配装置,其特征在于:所述定位板的中心位置设置有减重凹槽。
7.根据权利要求6所述的薄壁轴承生产用轴承装配装置,其特征在于:所述定位板为透明塑料材质。
技术总结
本技术公开了一种薄壁轴承生产用轴承装配装置,包括滚珠装配单元、保持架装配单元以及位于滚珠装配单元和保持架装配单元之间的输送带,还包括位于位于输送带上方的传送带,且传送带与输送带同向运行的一侧位于输送带的正上方,所述传送带上设置有若干定位机构,所述定位机构包括支撑板,所述支撑板上设置有可升降的定位板,所述定位板上设置有环形的定位凹槽,所述支撑板上设置有升降驱动,所述升降驱动连接定位板,节省对轴承内外圈的定位时长,提高生产效率。
技术研发人员:邱小川,石永其,张国强
受保护的技术使用者:浙江百润轴承有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!