一种金属电极片快速粘接工装的制作方法
本技术涉及医疗设备领域,尤其涉及一种金属电极片快速粘接工装。
背景技术:
1、现有的电极贴片为防止药液从金属电极片的四周溢出,都是在金属电极片正面粘了一圈泡棉的止水环,在装配时,止水环的内径与金属电极片的凹槽内径相同,装配时需要止水环的内孔与金属电极片的凹槽对齐,再进行粘接装配,其装配过程都是工人采用手动装配。其中,止水环泡棉通常是采购的具有一定宽度的泡棉双面胶带,止水环泡棉两面都设有起保护作用的离型纸。
2、金属电极片与止水环的生产装配环节是:先通过打孔机沿泡棉双面胶带长度方向均匀间隔打上与凹槽大小相同的内孔,然后撕掉其中一面离型纸,通过人工手动将金属电极片的凹槽对准通孔,并依次粘接在内孔处,然后再送到打孔机加工止水环的外径。其中遇到的问题有,由于金属电极片较薄,不易拿取,且金属电极片是不透明的,工人粘接过程中,只能偏着头从侧面看是否对齐,十分辛苦,而且金属电极片的凹槽与内孔的重合度较差。由于泡棉层表面的粘接层粘性大,一但金属电极片粘接上后就很难取下进行调整位置,因此废品率也高。
3、若是购买的成品止水环,每个止水环也需要单独与一个金属电极贴片对齐粘接,因为是工人手动粘接,也不易对准,装配的重合度也较差,而且只能单个加工,工作效率较低。
技术实现思路
1、本实用新型的目的就在于提供一种解决了上述问题,能实现金属电极片与止水环精准装配,且能批量化加工生产的金属电极片快速粘接工装。
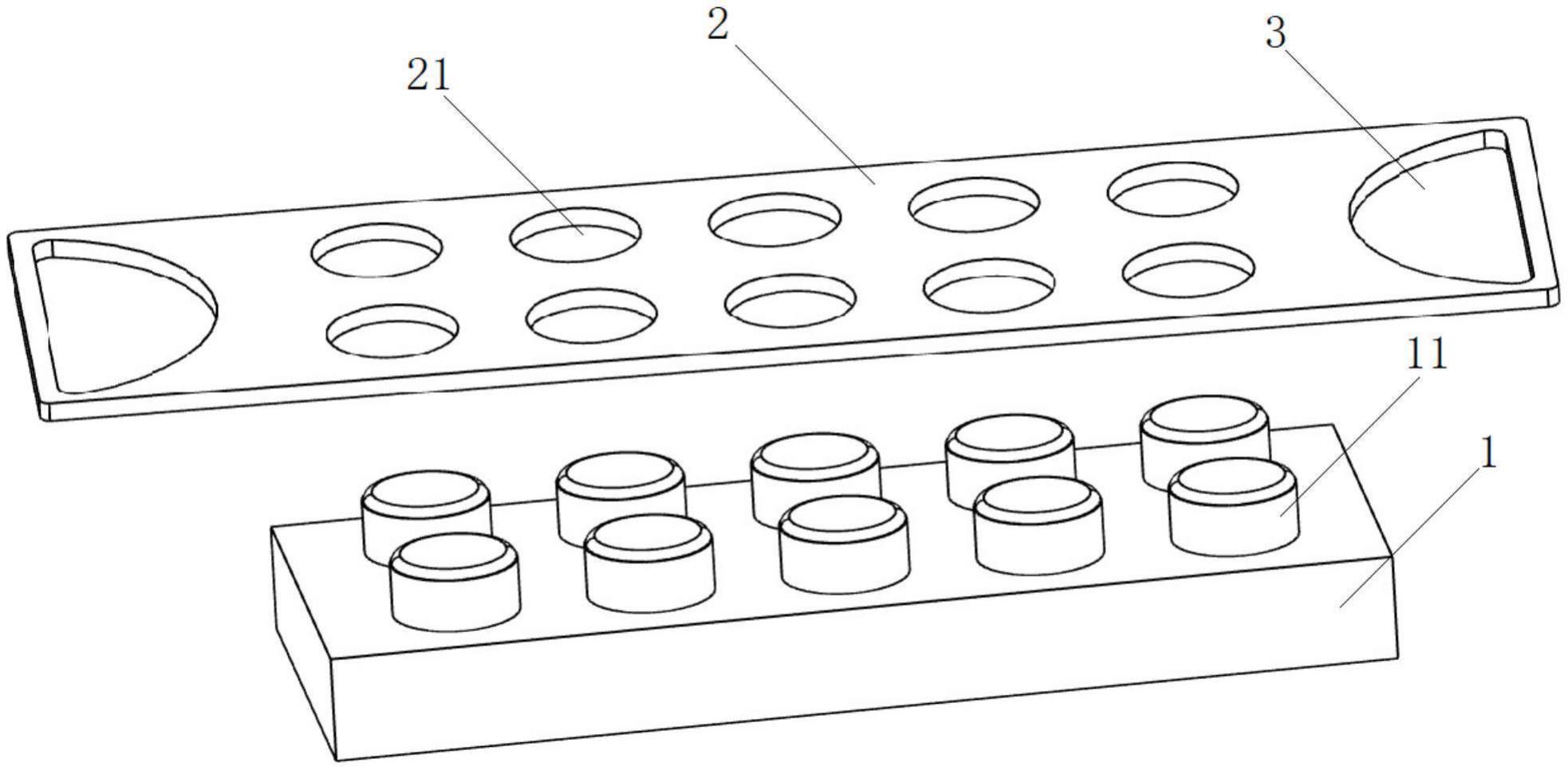
2、为了实现上述目的,本实用新型采用的技术方案是:一种金属电极片快速粘接工装,包括工装模具,以及待粘接的金属电极片和止水环泡棉层,所述金属电极片上冲压有圆形的凹槽,所述止水环泡棉层上开设有与凹槽直径相同的内孔,所述工装模具由脱模板和工装底座组成,所述工装底座上表面并排设有多个圆柱,所述圆柱顶端与金属电极片的凹槽形状相匹配,所述圆柱的直径与内孔的直径相同,所述脱模板上开设有与圆柱相匹配的通孔,所述脱模板穿过圆柱放置于下模板上。
3、作为优选,所述脱模板的长度大于工装底座的长度,所述脱模板的左右端开设有便于把持的孔槽。
4、作为优选,所述圆柱为两个或两个以上,所述圆柱沿工装底座长度方向均匀间隔分布。
5、作为优选,所述圆柱与工装底座一体成型。
6、作为优选,所述圆柱的高度为金属电极片、止水环泡棉层和脱模板的厚度之和。
7、作为优选,所述工装底座和脱模板均为金属铸件,所述工装底座的厚度为3-5cm,脱模板的厚度为1cm。
8、与现有技术相比,本实用新型的优点在于:
9、1.本实用新型为实现电极贴片止水环与金属电极片的精准对齐安装,设计了一种快速粘接工装,在工装底座上放置了脱模板后,只需将打孔后的止水环泡棉层对准圆柱铺设在脱模板上,然后将金属电极放置于圆柱顶端,通过轻轻按压,即可进行粘接装配,装配时通过圆柱实现精准的定位导向,能使内孔与金属电极贴片的凹槽装配在同一轴心线上,操作起来十分方便快捷,工人上手快,能实现批量化的装配生产。
10、2.为便于装配后进行快速脱模,设计了脱模板,只需要轻轻抬起,就能将圆柱上的止水环泡棉层和金属电极片全部取出,方便快捷,且不影响止水环泡棉层和金属电极片之间粘接效果。
技术特征:
1.一种金属电极片快速粘接工装,包括工装模具,以及待粘接的金属电极片和止水环泡棉层,所述金属电极片上冲压有圆形的凹槽,所述止水环泡棉层上开设有与凹槽直径相同的内孔,其特征在于:所述工装模具由脱模板和工装底座组成,所述工装底座上表面并排设有多个圆柱,所述圆柱顶端与金属电极片的凹槽形状相匹配,所述圆柱的直径与内孔的直径相同,所述脱模板上开设有与圆柱相匹配的通孔,所述脱模板穿过圆柱放置于下模板上。
2.根据权利要求1所述的一种金属电极片快速粘接工装,其特征在于:所述脱模板的长度大于工装底座的长度,所述脱模板的左右端开设有便于把持的孔槽。
3.根据权利要求2所述的一种金属电极片快速粘接工装,其特征在于:所述圆柱为两个或两个以上,所述圆柱沿工装底座长度方向均匀间隔分布。
4.根据权利要求2所述的一种金属电极片快速粘接工装,其特征在于:所述圆柱与工装底座一体成型。
5.根据权利要求2所述的一种金属电极片快速粘接工装,其特征在于:所述圆柱的高度为金属电极片、止水环泡棉层和脱模板的厚度之和。
6.根据权利要求2所述的一种金属电极片快速粘接工装,其特征在于:所述工装底座和脱模板均为金属铸件,所述工装底座的厚度为3-5cm,脱模板的厚度为1cm。
技术总结
本技术公开了一种金属电极片快速粘接工装,包括工装模具,以及待粘接的金属电极片和止水环泡棉层,所述金属电极片上冲压有圆形的凹槽,所述止水环泡棉层上开设有与凹槽直径相同的内孔,所述工装模具由脱模板和工装底座组成,所述工装底座上表面并排设有多个圆柱,所述圆柱顶端与金属电极片的凹槽形状相匹配,所述圆柱的直径与内孔的直径相同,所述脱模板上开设有与圆柱相匹配的通孔,所述脱模板穿过圆柱放置于下模板上。与现有技术相比,本技术装配时通过圆柱实现精准的定位导向,能使内孔与金属电极贴片的凹槽装配在同一轴心线上,操作起来十分方便快捷,能实现批量化的装配生产。
技术研发人员:王俊,曾坪
受保护的技术使用者:成都德而塔生物科技有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!