一种摩托车制动踏板安装轴套装配结构的制作方法
本技术涉及摩托车配件,具体涉及一种摩托车制动踏板安装轴套装配结构。
背景技术:
1、目前市场上摩托车后制动踏板的安装方式多为内轴套与轴间隙配合,即利用安装轴或者螺栓穿过制动踏板的安装轴套后固定连接在车架上,配合尺寸:踏板轴套+0.05-+0.15,轴-0.05--0.10,配合间隙最大0.25mm,踏板内轴套粗糙度0.6以上,焊接后有失圆现象,此外,摩托车制动踏板在使用的过程中,安装轴会与安装轴套的内表面发生摩擦,进而使其磨损增大,同时发出异响,还会使安装轴套在制动时出现卡滞现象,进而影响行车的安全性。另外摩托车的行驶在道路上,会遇到各种各样的情况,同时摩托车车身会受到各种污染,灰尘以及泥沙等杂质就会进入到安装轴(螺栓)与安装轴套之间,导致制动踏板使用稳定性不够,具有一定安全隐患。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的在于提供摩托车制动踏板安装轴套装配结构,能够解决制动踏板安装后失圆、配合晃动大导致磨损过快以及卡滞等技术问题。
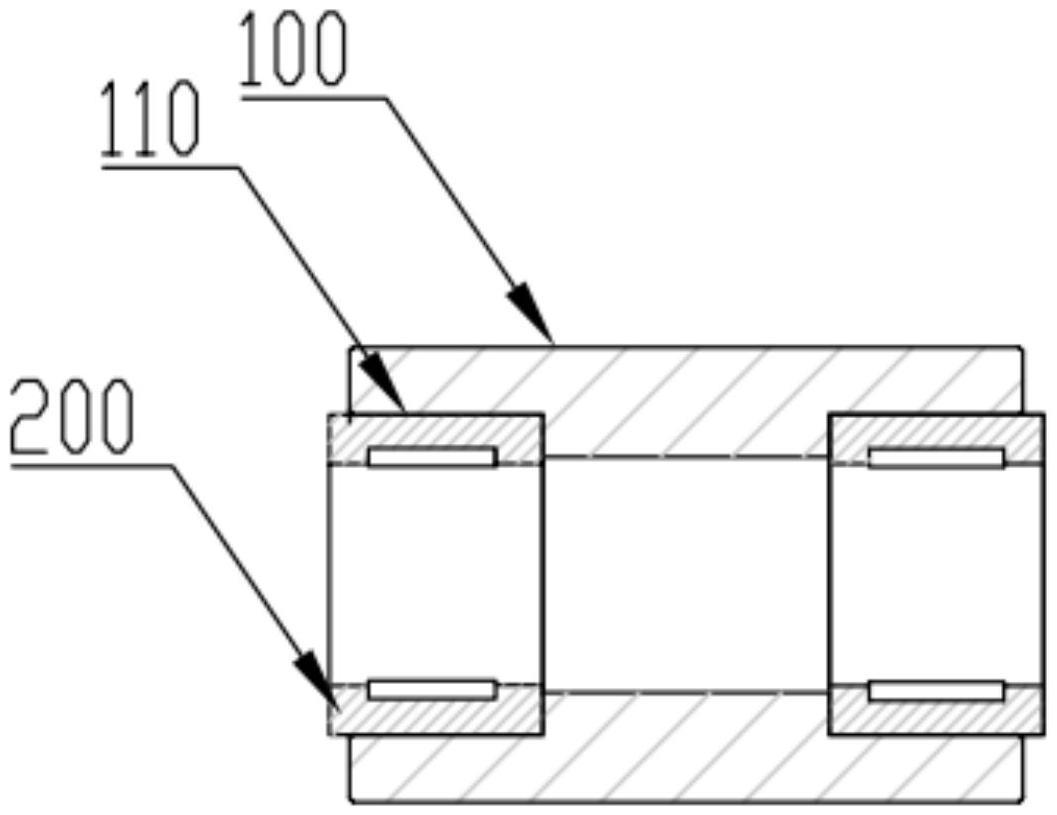
2、本实用新型采用的技术方案是:一种摩托车制动踏板安装轴套装配结构,包括轴套本体,所述轴套本体两端设有与轴套本体内孔同轴布置的台阶孔,所述台阶孔内压装有配合轴承,所述台阶孔内径大于轴套本体内孔的内径。
3、本技术方案中提供的轴套本体用于装配摩托车制动踏板,轴套本体两端设置的台阶孔内压装有配合轴承,配合轴承与踏板的安装轴杆相配合实现对踏板的稳定安装,避免现有技术中直接采用轴套与轴配合产生的焊接失圆、配合间隙大、容易卡滞以及润滑脂用后需维护等问题,并且轴套与轴配合无噪音,安装后可实现免维护,从而使制动踏板的可靠性和舒适性得到显著提高。
4、进一步地,所述轴套本体内表面设有镀铬屏蔽层,所述镀铬屏蔽层表面均匀涂覆有润滑脂层。
5、进一步地,所述轴套本体与制动踏板焊接后表面做烤漆或电镀处理。
6、进一步地,所述配合轴承为滚针轴承。
7、进一步地,所述配合轴承与轴套装配精度为0.02。
8、本实用新型的有益效果是;本实用新型提供的轴套本体用于装配摩托车制动踏板,轴套本体两端设置的台阶孔内压装有配合轴承,配合轴承与踏板的安装轴杆相配合实现对踏板的稳定安装,避免产生的焊接失圆、配合间隙大、容易卡滞以及润滑脂用后需维护等问题,并且轴套与轴配合无噪音,安装后可实现免维护,使制动踏板的可靠性和舒适性得到显著提高,具有较高的实用价值。
技术特征:
1.一种摩托车制动踏板安装轴套装配结构,其特征在于,包括轴套本体(100),所述轴套本体(100)两端设有与轴套本体(100)内孔同轴布置的台阶孔(110),所述台阶孔(110)内压装有配合轴承(200)。
2.根据权利要求1所述摩托车制动踏板安装轴套装配结构,其特征在于,所述台阶孔(110)内径大于轴套本体(100)内孔的内径。
3.根据权利要求1所述摩托车制动踏板安装轴套装配结构,其特征在于,所述轴套本体(100)内表面设有镀铬屏蔽层,所述镀铬屏蔽层表面均匀涂覆有润滑脂层。
4.根据权利要求1所述摩托车制动踏板安装轴套装配结构,其特征在于,所述轴套本体(100)与制动踏板焊接后表面做烤漆或电镀处理。
5.根据权利要求1所述摩托车制动踏板安装轴套装配结构,其特征在于,所述配合轴承(200)为滚针轴承。
6.根据权利要求1所述摩托车制动踏板安装轴套装配结构,其特征在于,所述配合轴承(200)与轴套本体(100)装配精度为0.02。
技术总结
本技术涉及摩托车配件技术领域,具体公开一种摩托车制动踏板安装轴套装配结构,包括轴套本体,轴套本体两端设有与轴套本体内孔同轴布置的台阶孔,台阶孔内压装有配合轴承,本技术提供的轴套本体用于装配摩托车制动踏板,轴套本体两端设置的台阶孔内压装有配合轴承,配合轴承与踏板的安装轴杆相配合实现对踏板的稳定安装,避免产生的焊接失圆、配合间隙大、容易卡滞以及润滑脂用后需维护等问题,并且轴套与轴配合无噪音,安装后可实现免维护,从而使制动踏板的可靠性和舒适性得到显著提高,具有较高的实用价值。
技术研发人员:刘华,伍平
受保护的技术使用者:重庆市顺鑫摩托车配件制造有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!