一种自动冲压式成型龙虾扣的制作方法
本技术涉及龙虾扣,特别是涉及一种自动冲压式成型龙虾扣。
背景技术:
1、现有的龙虾扣一般包括扣体、中间件、销轴和扭簧,在组装时,先将销轴插设在中间体上,再将扭簧压紧于中间件上并套设在销轴上,此时,为了防止销轴和扭簧掉落,装配人员用手将扭簧、销轴压紧于中间件上,得以保持扭簧和销轴处于压紧状态防止掉落,再将装配后的中间体、销轴、扭簧放入扣体的安装位上,之后再用另一只手操作工具对扣体及中间件进行压紧,以此完成龙虾扣的装配,此时的中间件枢接在扣体上,扭簧一端抵于扣体,另一端抵于中间体。在目前龙虾扣的装配过程中,由于销轴和扭簧易从中间体上掉落,在组装时,操作人员不得不用手保持扭簧和销轴处于压紧状态防止掉落,由此得知,龙虾扣在装配过程中只能使用人工完成组装,无法实现机械自动化组装生产,以使得生产效率低,不利于大批量生产。
技术实现思路
1、为解决上述问题,本实用新型提出了一种自动冲压式成型龙虾扣。
2、为实现上述目的,本实用新型提供的自动冲压式成型龙虾扣,包括:销轴、扭簧、中间体、扣体;
3、销轴上部、下部上一体制成有防止其掉落的防掉落部;
4、扭簧套设在所述销轴上;
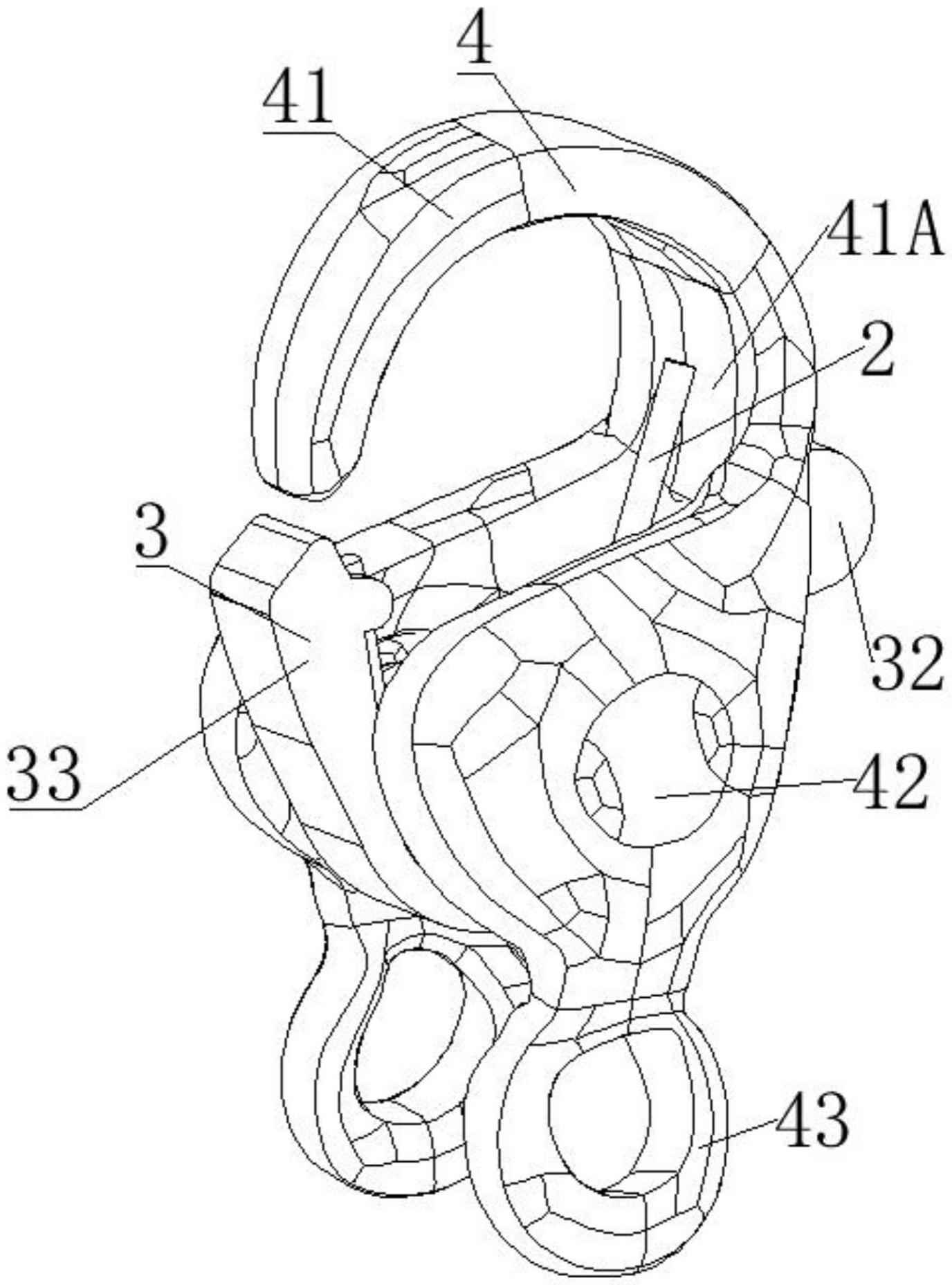
5、中间体具有枢接部、操作部和扣合部,所述枢接部上设有容纳所述扭簧的下沉槽,在所述下沉槽处设有贯穿于所述中间件的通孔,所述销轴中部处于所述通孔中,所述通孔的直径尺寸小于所述防掉落部,所述扭簧一端向所述操作部方向延伸,另一端向所述扣合部方向延伸;
6、扣体,所述中间体通过所述销轴枢接于所述扣体,所述操作部延伸出所述扣体外侧,所述扣合部与所述扣体围成一闭合的连接环,所述扭簧一端抵于所述扣体内侧壁上;
7、其中,在所述操作部、扣合部上均延展有限位块,所述扭簧的端部均处于限位块下端。
8、可选地,所述防掉落部包括如下任一种结构:
9、——所述防掉落部为块状布置在所述销轴的相对侧端上;
10、——所述防掉落部为圆柱状处于所述销轴的上部、下部上。
11、可选地,所述扣体具有依次连接的钩部、两安装部和两连接部,两所述安装部之间具有容纳所述销轴、扭簧、中间体的安装通道,所述销轴枢接于所述安装部,所述操作部自所述安装通道中伸出所述扣体外侧。
12、可选地,在两所述的安装部的相对侧设有容纳所述销轴端部的防位移槽。
13、可选地,在所述钩部的内侧根部设有用于定位所述扭簧一端的定位槽。
14、可选地,所述销轴、扭簧、中间体、扣体均采用不锈钢材质。
15、与现有技术相比,本实用新型的有益效果在于:
16、通过在操作部、扣合部上均延展有限位块,扭簧的端部均处于限位块下端,且销轴上设有防掉落部,以让装配后的中间体和扣体可以利用冲压设备形成机械自动化组装生产,无需像传统的龙虾扣组装那般——龙虾扣在装配过程中只能使用人工完成组装;利于提高龙虾扣的生产效率,利于大批量生产。
17、为了更好地理解和实施,下面结合附图详细说明本实用新型。
技术特征:
1.一种自动冲压式成型龙虾扣,其特征在于,包括:
2.根据权利要求1所述的自动冲压式成型龙虾扣,其特征在于:所述防掉落部包括如下任一种结构:
3.根据权利要求1所述的自动冲压式成型龙虾扣,其特征在于:所述扣体具有依次连接的钩部、两安装部和两连接部,两所述安装部之间具有容纳所述销轴、扭簧、中间体的安装通道,所述销轴枢接于所述安装部,所述操作部自所述安装通道中伸出所述扣体外侧。
4.根据权利要求3所述的自动冲压式成型龙虾扣,其特征在于:在两所述的安装部的相对侧设有容纳所述销轴端部的防位移槽。
5.根据权利要求3所述的自动冲压式成型龙虾扣,其特征在于:在所述钩部的内侧根部设有用于定位所述扭簧一端的定位槽。
6.根据权利要求1所述的自动冲压式成型龙虾扣,其特征在于:所述销轴、扭簧、中间体、扣体均采用不锈钢材质。
技术总结
本技术提供的自动冲压式成型龙虾扣,包括:销轴、扭簧、中间体、扣体;销轴上部、下部上一体制成有防止其掉落的防掉落部;扭簧套设在销轴上;中间体具有枢接部、操作部和扣合部,枢接部上设有容纳扭簧的下沉槽,在下沉槽处设有贯穿于中间件的通孔,销轴中部处于通孔中,通孔的直径尺寸小于防掉落部,扭簧一端向操作部方向延伸,另一端向扣合部方向延伸;扣体,中间体通过销轴枢接于扣体,操作部延伸出扣体外侧,扣合部与扣体围成一闭合的连接环,扭簧一端抵于扣体内侧壁上;其中,在操作部、扣合部上均延展有限位块,扭簧的端部均处于限位块下端。本技术具有利于提高龙虾扣的生产效率、利于大批量生产的特点。
技术研发人员:曹华林
受保护的技术使用者:曹华林
技术研发日:20230727
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!