一种钢衬砖加压釜管板孔衬里套管的制作方法
本技术涉及有色湿法冶金设备,具体涉及一种钢衬砖加压釜管板孔衬里套管。
背景技术:
1、目前,镍、钴金属氧压浸出生产工艺一般采用碳钢内衬钛加压釜和碳钢内衬砖加压釜作为其工艺生产的关键设备,钢钛复合板加压釜在高氧分压条件下有自燃的安全风险,因此碳钢内衬钛加压釜的应用受到了一定的限制,碳钢内衬砖加压釜技术相对成熟,与钢钛复合板加压釜比较,具有自身独特的优势,可用于强腐蚀性及高氧气含量工艺反应过程,且没有钢钛加压釜高氧条件燃烧危险,对各种镍钴杂料原料适应性较强,但碳钢内衬砖加压釜因衬砖层为多孔非金属材料,使用周期不够稳定,加压釜生产运行中衬里出现问题主要集中在管板口衬里部位,通常造成该部位异形砖板多以及易破损掉落等,在内衬砖脱落后及时检修时,使得釜体内检修难度较大、检修周期长,对加压釜的连续生产影响较大,较为严重地制约着加压釜生产运行效率的提升。
技术实现思路
1、本实用新型提供一种钢衬砖加压釜管板孔衬里套管,以解决上述背景中存在的问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
3、一种钢衬砖加压釜管板孔衬里套管,包括设置在管板孔顶部的套管端板,套管端板的居中底部连接有第一套管,第一套管的外壁包覆有第一胶泥,第一胶泥的外壁套设有第二套管,第二套管的外壁包覆有陶瓷棉,陶瓷棉的外壁包覆有第二胶泥。
4、进一步地,所述套管端板和第一套管居中贯通连接,且套管端板的顶部也覆盖有第一胶泥。
5、进一步地,所述第二套管的顶部和套管端板之间形成间隙,且所述间隙内也填充有第一胶泥。
6、进一步地,所述陶瓷棉等高包覆在所述第二套管的外壁上,且陶瓷棉的顶部也填充有第一胶泥。
7、进一步地,所述第二胶泥的顶部和所述套管端板连接,第二胶泥完全包覆在所述陶瓷棉和第一胶泥形成的外侧壁周围,且第二胶泥和第一套管形成的套管整体卡装在所述管板孔内。
8、进一步地,所述第一套管和套管端板为合金材质,所述第一胶泥具有耐酸耐高温特性,所述第二胶泥具有耐酸耐温耐压特性,所述第二套管选用特氟龙塑料套管。
9、本实用新型具有以下有益效果:
10、本实用新型提供的一种钢衬砖加压釜管板孔衬里套管,主要由第一、二套管、套管端板、第一、二胶泥及陶瓷棉构成,通过在第一套管外壁依次包覆第一胶泥,在第一胶泥外侧卡套第二套管,在第二套管外壁套装陶瓷棉,在陶瓷棉外壁包覆第二胶泥,形成该套管整体,并安装在加压釜的管板孔处,有效提升了加压釜的综合防护性能,延长了加压釜的使用寿命,降低检修成本,对保障碳钢内衬砖类加压釜的长期高效稳定运行具有重要意义,解决了传统钢衬砖加压釜管板口砖板衬里部位异形砖板易破损掉落、内衬砖脱落后检修难度较大、检修周期长及对生产影响较大,制约加压釜生产运行效率的问题。
11、本实用新型特氟龙衬合金套管的衬里结构,使加压釜在衬里薄弱接管部位采用特氟龙衬合金套管的衬里结构明显增强,有效解决了传统衬里接管薄弱部位不同材料间因热膨胀系数差异和部分砖板切割加工等因素影响在运行中的胶泥开裂及砖板掉落等问题,延长了加压釜的使用寿命,提升了加压釜的综合防护性能。
技术特征:
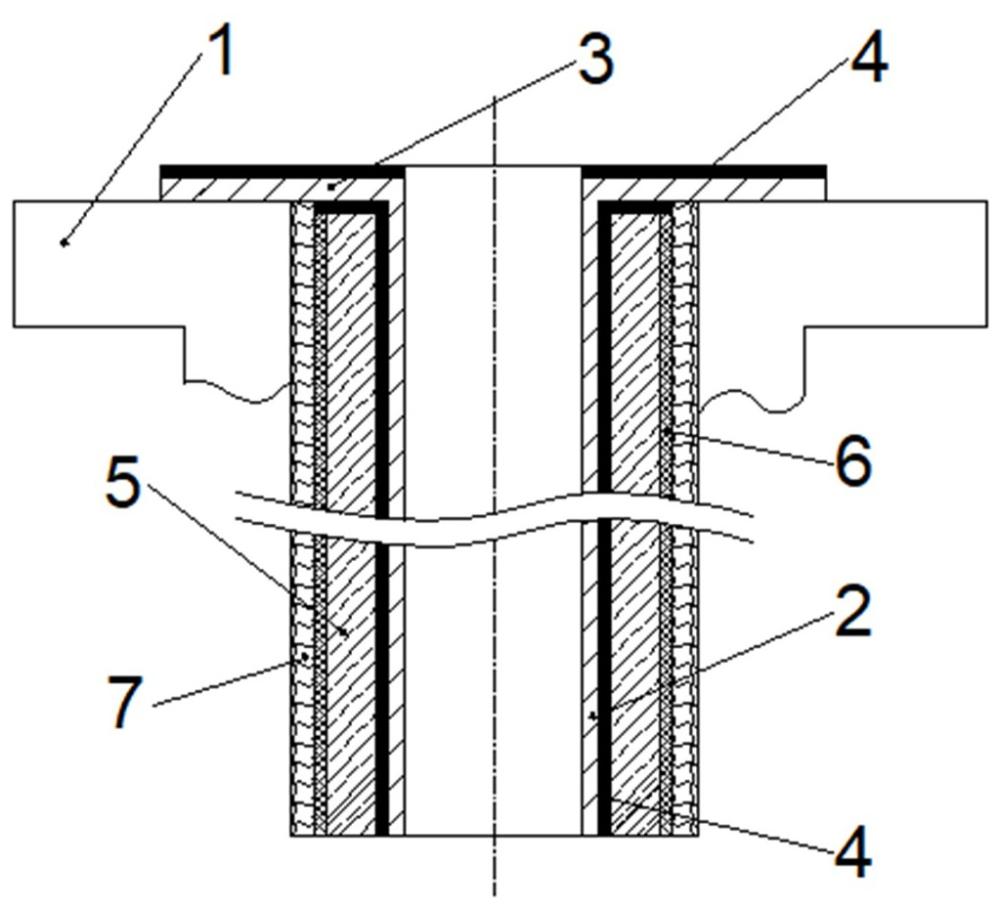
1.一种钢衬砖加压釜管板孔衬里套管,其特征是:包括设置在管板孔(1)顶部的套管端板(3),套管端板(3)的居中底部连接有第一套管(2),第一套管(2)的外壁包覆有第一胶泥(4),第一胶泥(4)的外壁套设有第二套管(5),第二套管(5)的外壁包覆有陶瓷棉(6),陶瓷棉(6)的外壁包覆有第二胶泥(7)。
2.根据权利要求1所述的一种钢衬砖加压釜管板孔衬里套管,其特征是:所述套管端板(3)和第一套管(2)居中贯通连接,且套管端板(3)的顶部也覆盖有第一胶泥(4)。
3.根据权利要求1所述的一种钢衬砖加压釜管板孔衬里套管,其特征是:所述第二套管(5)的顶部和套管端板(3)之间形成间隙,且所述间隙内也填充有第一胶泥(4)。
4.根据权利要求1所述的一种钢衬砖加压釜管板孔衬里套管,其特征是:所述陶瓷棉(6)等高包覆在所述第二套管(5)的外壁上,且陶瓷棉(6)的顶部也填充有第一胶泥(4)。
5.根据权利要求1所述的一种钢衬砖加压釜管板孔衬里套管,其特征是:所述第二胶泥(7)的顶部和所述套管端板(3)连接,第二胶泥(7)完全包覆在所述陶瓷棉(6)和第一胶泥(4)形成的外侧壁周围,且第二胶泥(7)和第一套管(2)形成的套管整体卡装在所述管板孔(1)内。
技术总结
本技术涉及有色湿法冶金设备技术领域,具体涉及一种钢衬砖加压釜管板孔衬里套管,以解决传统钢衬砖加压釜管板口砖板衬里部位异形砖板易破损掉落、内衬砖脱落后检修难度较大、检修周期长及对生产影响较大,制约加压釜生产运行效率的问题。该套管主要由第一、二套管、套管端板、第一、二胶泥及陶瓷棉构成,通过在第一套管外壁依次包覆第一胶泥,在第一胶泥外侧卡套第二套管,在第二套管外壁套装陶瓷棉,在陶瓷棉外壁包覆第二胶泥,形成该套管整体,并安装在加压釜的管板孔处,有效提升了加压釜的综合防护性能,延长了加压釜的使用寿命,降低检修成本,对保障碳钢内衬砖类加压釜的长期高效稳定运行具有重要意义。
技术研发人员:吴培德,赵军天,辛怀达,柯长龙,王瑞林,王贤元,张军,任宗泉,魏秀兰,张本军
受保护的技术使用者:金川集团股份有限公司
技术研发日:20230807
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!