一种钣金件定位固定座的制作方法
本技术涉及钣金加工,更具体地说,涉及一种钣金件定位固定座。
背景技术:
1、存在安装角度的钣金件之间的连接,多通过折弯的连接件实现。利用压铆定位柱、透孔或划线等对木材进行定位,而后将定位后的连接件焊接于木材上,由于金属连接件存在较大的弹性回复变形,导致折弯后的连接件的实际折弯角度与预设折弯角度偏差较大,导致安装角度的安装误差较大。
2、综上所述,如何降低存在安装角度的钣金件之间的角度安装误差,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种钣金定位固定座,避免了弹性恢复变形造成的角度安装误差,定位精度高。
2、为了实现上述目的,本实用新型提供如下技术方案:
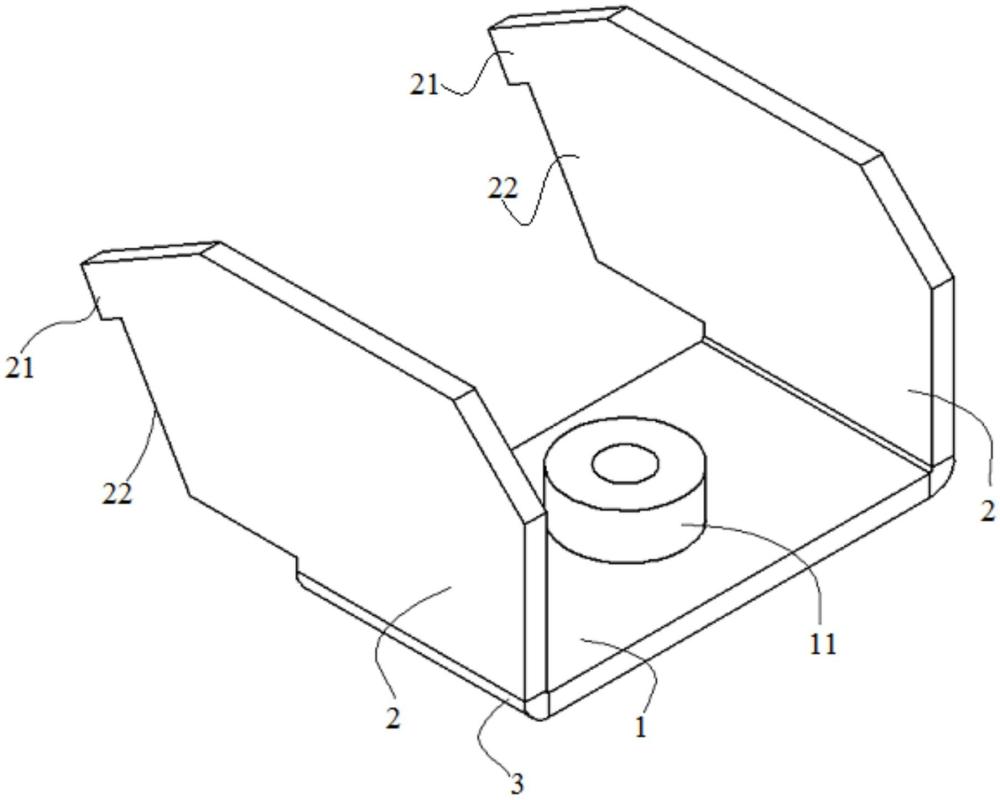
3、一种钣金件定位固定座,包括设有连接件的固定座和至少一块连接插板,所述连接插板包括用于与母材插接的插接部和用于与所述母材的表面抵接的定位部,所述插接部凸出所述定位部设置,所述定位部与所述固定座连接。
4、优选的,所述连接插板为两块,且两块连接插板均垂直连接于所述固定座的外缘,以形成u字型结构。
5、优选的,所述插接部凸出所述定位部的长度与所述母材的厚度相同,当所述定位部与所述母材的表面抵接时,所述插接部的底面与所述母材的底面齐平。
6、优选的,所述连接插板与所述固定座的连接处设有圆角,以减轻连接处的应力集中。
7、优选的,所述连接件包括内设螺纹孔的压铆螺母,所述固定座设有用于安装所述压铆螺母的通孔。
8、优选的,所述连接插板的所述定位部为切割加工成型。
9、优选的,所述插接部设于所述定位部相对远离所述固定座的一端。
10、本实用新型提供的钣金定位固定座在使用时,将连接插板的插接部插入母材的卡槽中,使连接插板的定位部与母材的表面抵接,再利用连接件连接固定座和另一待连接的钣金件,即可实现母材与钣金件的连接。
11、因此,连接插板的插接部插入母材的卡槽中,既保证了母材外壁的平整,又实现了固定座与母材之间的精准定位;连接插板的定位部与固定座连接,定位部与固定座并非折弯成型,避免了弹性回复变形造成的角度安装误差,安装精度高。
12、优选的,可以设置连接插板的定位部为切割加工成型,加工精度高,更有利于控制母材与固定座的夹角。
技术特征:
1.一种钣金件定位固定座,其特征在于,包括设有连接件的固定座(1)和至少一块连接插板(2),所述连接插板(2)包括用于与母材(10)插接的插接部(21)和用于与所述母材(10)的表面抵接的定位部(22),所述插接部(21)凸出所述定位部(22)设置,所述定位部(22)与所述固定座(1)连接。
2.根据权利要求1所述的钣金件定位固定座,其特征在于,所述连接插板(2)为两块,且两块连接插板(2)均垂直连接于所述固定座(1)的外缘,以形成u字型结构。
3.根据权利要求1所述的钣金件定位固定座,其特征在于,所述插接部(21)凸出所述定位部(22)的长度与所述母材(10)的厚度相同,当所述定位部(22)与所述母材(10)的表面抵接时,所述插接部(21)的底面与所述母材(10)的底面齐平。
4.根据权利要求1-3任一项所述的钣金件定位固定座,其特征在于,所述连接插板(2)与所述固定座(1)的连接处设有圆角(3),以减轻连接处的应力集中。
5.根据权利要求1-3任一项所述的钣金件定位固定座,其特征在于,所述连接件包括内设螺纹孔的压铆螺母(11),所述固定座(1)设有用于安装所述压铆螺母(11)的通孔。
6.根据权利要求1-3任一项所述的钣金件定位固定座,其特征在于,所述连接插板(2)的所述定位部(22)为切割加工成型。
7.根据权利要求1-3任一项所述的钣金件定位固定座,其特征在于,所述插接部(21)设于所述定位部(22)相对远离所述固定座(1)的一端。
技术总结
本技术涉及钣金加工技术领域,公开了一种钣金件定位固定座,包括设有连接件的固定座和至少一块连接插板,连接插板包括用于与母材插接的插接部和用于与母材的表面抵接的定位部,插接部凸出定位部设置,定位部与固定座连接。连接插板的插接部插入母材的卡槽中,既保证了母材外壁的平整,又实现了固定座与母材之间的精准定位;连接插板的定位部与固定座连接,定位部与固定座并非折弯成型,避免了弹性回复变形造成的角度安装误差,安装精度高。
技术研发人员:冯春,徐昆仑,李洪志,康思远
受保护的技术使用者:河南翔宇医疗设备股份有限公司
技术研发日:20230823
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!