轮毂轴承单元的制作方法
本技术涉及轴承,具体为轮毂轴承单元。
背景技术:
1、目前轮毂轴承一般包括内圈、外圈、法兰外壳、滚动体构成,其中外圈安装在法兰外壳的内壁上,并配合内圈来安装滚动体,并且法兰外壳采用的铸铁工艺进行铸造,其材料强度性能低,需要加大尺寸满足强度要求,重量大。并且为了让滚动体接触的滚道位置具有更高的硬度、耐疲劳等性能,其采用的方式是外圈安装在法兰外壳上的方式进行组装,通过外圈采用高硬度、耐疲劳等性能的材料进行制作,进而提供高强度的滚道供滚动体滚动,但是这种安装方式增加了安装工序,导致生产效率降低,而且多出来的安装部件带来公差累积,多出来的安装工序需要考虑安装精度,因此也容易造成品控不稳,对生产效率进一步降低。
2、为此,需要一种能够轻量化、更高精度、生产效率高的轮毂轴承单元。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种轮毂轴承单元,能够让安装精度高,提高生产效率,并且更加轻量化。
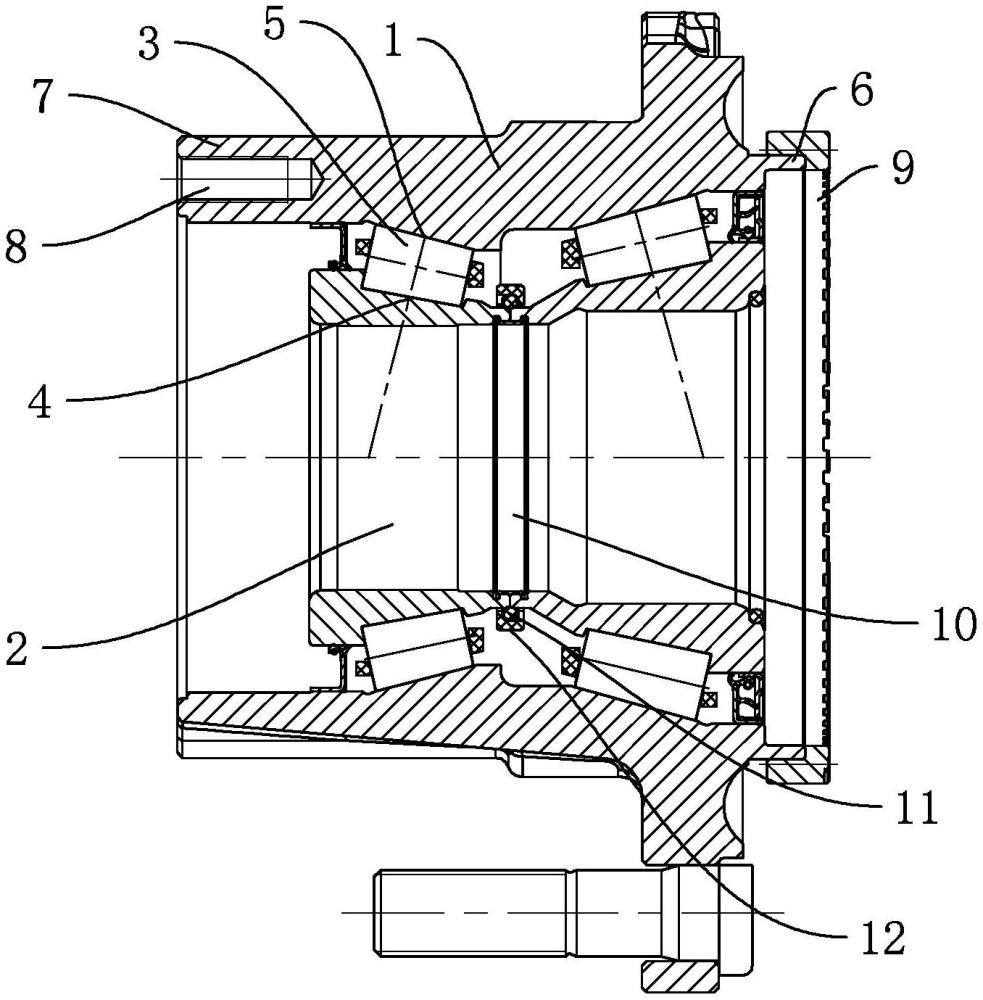
2、为实现上述目的,本实用新型提供了如下技术方案:一种轮毂轴承单元,包括外圈、内圈、设置在外圈和内圈之间的滚动体,所述外圈为法兰外圈,所述内圈上设置有内滚道,所述法兰外圈上对应内滚道的位置设置有外滚道,所述外滚道和内滚道组合形成供滚动体滚动的滚道;所述法兰外圈采用材料50#、55#、60#、65#、70#、75#、80#、85#或 50mn、60mn、65mn、70mn 中的一种一体化锻造工艺成型,且对应外滚道的位置通过感应淬火处理。
3、作为本实用新型的进一步改进,所述外滚道感应淬火深度1.5~4.5mm。
4、作为本实用新型的进一步改进,所述法兰外圈基体硬度200~270hb,滚道部位淬火部位硬度58~63hrc。
5、作为本实用新型的进一步改进,所述法兰外圈的端部设置有装配环,该装配环与法兰外圈同轴设置,所述装配环用于安装abs齿圈。
6、作为本实用新型的进一步改进,所述滚动体为圆锥滚子。
7、作为本实用新型的进一步改进,所述滚道设置有两组,且均具有滚动体,且两个滚道的圆锥滚子的直径较小的一端相对设置。
8、作为本实用新型的进一步改进,所述法兰外圈对应法兰盘的另一端的表面设置有若干沿其轴向延伸的凸起,该凸起的端部设置有装配孔,该装配孔用于连接驱动轴。
9、本实用新型的有益效果,减少了单独的外圈设计,同时减少了对外圈和法兰外壳之间安装精度的要求,在生产之后能够直接形成高精度的外滚道。法兰外圈采用材料50#、55#、60#、65#、70#、75#、80#、85#或 50mn、60mn、65mn、70mn中的一种一体化锻造工艺成型,能够具有轻量化的效果,并且通过感应淬火的方式对法兰外圈对应滚道的位置进行处理,能够增加其硬度,使其满足滚动体滚动需求,使用寿命长。实现轻量化、长寿命、高精度、集成化高的效果,易于安装,能够提高生产效率。
技术特征:
1.一种轮毂轴承单元,包括外圈、内圈、设置在外圈和内圈之间的滚动体,其特征在于,所述外圈为法兰外圈,所述内圈上设置有内滚道,所述法兰外圈上对应内滚道的位置设置有外滚道,所述外滚道和内滚道组合形成供滚动体滚动的滚道;所述法兰外圈采用材料50#、55#、60#、65#、70#、75#、80#、85#或 50mn、60mn、65mn、70mn 中的一种一体化锻造工艺成型,且对应外滚道的位置通过感应淬火处理。
2.根据权利要求1所述的轮毂轴承单元,其特征在于,所述外滚道感应淬火深度1.5~4.5mm。
3.根据权利要求1所述的轮毂轴承单元,其特征在于,所述法兰外圈基体硬度200~270hb,滚道部位淬火部位硬度58~63hrc。
4.根据权利要求1所述的轮毂轴承单元,其特征在于,所述法兰外圈的端部设置有装配环,该装配环与法兰外圈同轴设置,所述装配环用于安装abs齿圈。
5.根据权利要求1所述的轮毂轴承单元,其特征在于,所述滚动体为圆锥滚子。
6.根据权利要求5所述的轮毂轴承单元,其特征在于,所述滚道设置有两组,且均具有滚动体,且两个滚道的圆锥滚子的直径较小的一端相对设置。
7.根据权利要求1所述的轮毂轴承单元,其特征在于,所述法兰外圈对应法兰盘的另一端的表面设置有若干沿其轴向延伸的凸起,该凸起的端部设置有装配孔,该装配孔用于连接驱动轴。
技术总结
本技术公开了一种轮毂轴承单元,包括外圈、内圈、设置在外圈和内圈之间的滚动体,所述外圈为法兰外圈,所述内圈上设置有内滚道,所述法兰外圈上对应内滚道的位置设置有外滚道,所述外滚道和内滚道组合形成供滚动体滚动的滚道;所述法兰外圈采用优质碳素结构钢制成,且对应外滚道的位置通过感应淬火处理。本技术能够让安装精度高,提高生产效率,并且更加轻量化。
技术研发人员:张继云,屈原,高正林,陈钱再
受保护的技术使用者:人本股份有限公司
技术研发日:20230825
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!