一种用于小批量湿气快固化型导热胶的料转移装置的制作方法
1.本发明涉及电子元器件散热材料领域,特别涉及一种用于小批量湿气快固化型导热胶从搅拌料缸灌装到包装针筒的料转移装置。
背景技术:
2.导热膏、导热泥、导热垫片和导热陶瓷片等散热界面材料使用时需要借助螺栓、铆钉、卡扣固定位置确保其与散热器和功率器件的发热面有效接触来提高散热效果。 导热胶是一种具有粘结和导热性能的热界面材料,在涂抹施工后,在散热器和发热器件高温区域之间逐步固化,将散热器和功率器件连接在一起,省去螺栓等机械零件,减少开孔,让组装空间紧凑。湿气固化导热胶借助空气中的湿气固化,表干时间在10分钟以内的导热胶用于散热器和功率元器件的快速定位,当湿气快固化导热胶搅拌量小于5l时用手工灌装表面容易结皮,形成胶粒,影响挤出和散热效果。1-5kg小批量湿气固化导热胶灌装到10-300cc包装针筒时一般采用手工灌装和压料机挤出灌装,靠手工少量转移灌装时容易形成气泡和胶粒,点胶时不易从针筒挤出,甚至针筒爆管,使用压料机挤压灌装时,容易在搅拌缸底、料挤出管以及挤出接头处形成料损,特别是湿气快固化导热胶导热系数高成本大时,因为料损造成的浪费严重,另外使用压料机灌装时管路和接头因为胶的固化清理困难。为了解决上述问题,本发明提供一种小批量湿气快固化导热胶的转移灌装装置,该装置先将导热胶快速转移到薄膜口袋中,再进行灌装,减少料损、减少费时耗力的挤出管路清理工作。
技术实现要素:
3.本实用新型目的在于解决手工灌装少量湿气固化导热胶时容易混入气泡,局部固化形成胶粒,堵塞针头,影响连续点胶使用的问题;其次是解决使用压料机挤压灌装时,容易在搅拌缸底、出料管以及管路接头处形成料损以及残余胶料固化清理困难和清理耗时的问题。为达到以上目的,本实用新型提出以下技术方案,现将通过一料转移装置将湿气快固化胶料转移到一密封袋中,再将湿气快固化导热胶胶料转移到点胶针筒中。
4.本实用新型技术方案中湿气快固化型导热胶的料转移装置结构包括:一不锈钢挤料架、一钢丝、一真空密封袋、一钢丝拉手和二个定位锁紧弹簧。
5.所述的不锈钢挤料架使用时放置于湿气快固化导热胶料缸内部,高度比湿气快固化导热胶料缸深度高出5厘米;所述的不锈钢挤料架由上下两个圆形不锈钢圈,左右两根不锈钢钢丝槽连接而成,进一步所述的上下两个圆形不锈钢圈的内外径相等,截面为圆形,截面直径为3mm,圆形不锈钢圈外径比湿气快固化导热胶料缸内径小2mm;所述的左右两根不锈钢钢丝槽垂直连接上下两个圆形不锈钢圈,左右两根钢丝槽中心距离比圆形不锈钢圈内径小2mm,钢丝槽深度为2mm,壁厚1mm,钢丝槽高度和不锈钢挤料架高度一致。
6.所述的钢丝在不锈钢挤料架底部围成钢丝环,钢丝环直径比不锈钢挤料架圆形不锈钢圈内径小2mm,钢丝环引出的钢丝分别通过左右两根不锈钢钢丝槽向上延伸,左端出来的钢丝尾部弯折成直径5mm的小圈,右端出来尾部钢丝穿过左端钢丝小圈形成钢丝拉手,钢
丝拉手逐步拉紧,不锈钢挤料架底部的钢丝环可以逐渐收缩变小。
7.所述的定位锁紧弹簧数量为2个,分别固定在不锈钢挤料架的金属圆环左右两端,定位锁紧弹簧自然长度小于金属圆环到湿气快固化导热胶料缸把手之间的距离,定位锁紧弹簧另一端带钩,拉紧勾住湿气快固化导热胶料缸把手,将不锈钢挤料架压紧在湿气快固化导热胶料缸内部。
8.所述的真空密封袋为塑料密封袋或铝箔密封袋,比不锈钢挤料架高度长10-15厘米,开口端向下穿过不锈钢挤料架底部钢丝环,套在不锈钢挤料架内部,真空密封袋向外翻折10-15厘米,真空密封袋上部有脱气口,脱气口上有密封盖。
9.本实用新型中湿气快固化导热胶的料转移装置的料转移过程如下,真空密封袋开口朝下穿过不锈钢挤料架底部的交叉钢丝环,套在不锈钢挤料架内部,开口向外翻出10-15厘米,挤料架上部两端的定位锁紧弹簧挂钩连接固定在湿气快固化导热胶料缸两端的把手上,然后在弹簧的正压力下不锈钢挤料架底部贴紧湿气快固化导热胶料缸内底部,不锈钢挤料架被压紧在湿气快固化导热胶料缸内部,用抽气筒从真空密封袋脱气口脱除空气,旋紧密封盖,拉紧钢丝拉手,钢丝环径向向料缸底部中央收缩,密封袋开口也向中央收紧,湿气快固化导热胶被挤入真空密封袋内部,解除不锈钢正向压力,仍然拉紧钢丝把手从料缸中整个取出料转移装置,将料转移装置倒立,松开钢丝拉手从料转移装置中取出装有湿气快固化导热胶的真空密封袋,将湿气快固化导热胶胶料从真空密封袋挤出到导热胶针筒内部。
10.本实用新型的有益之处在于湿气快固化胶通过不锈钢挤料架的挤压,整块导热胶进入真空密封袋,再转移到导热胶针筒,避免手工转移分装或灌装时湿气快固化导热胶多次、大面积与空气中的湿气接触,混入空气,导热胶发生反应产生胶粒,造成点胶不连续。压料框底部和不锈钢丝圈在压力下与料缸底部平齐,钢丝圈收紧后导热胶被大量平推进入真空密封袋,相对压料机挤压分装或灌装来说,料损少,节省残余胶料的清理工时。
附图说明
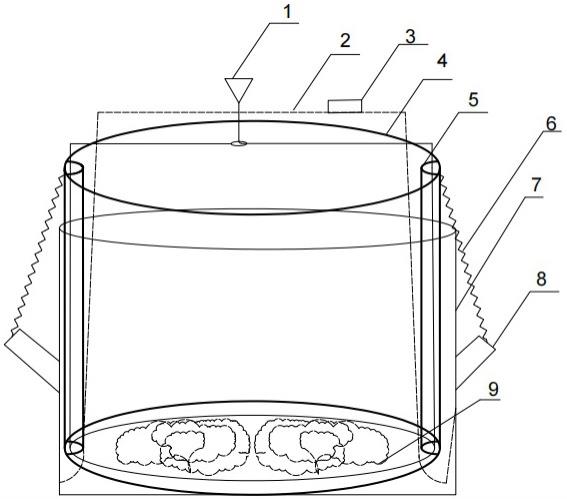
11.图1为一种用于小批量湿气快固化型导热胶的料转移装置的结构示意图。
12.1 钢丝拉手
13.2 真空密封袋
14.3 真空密封袋脱气口
15.4圆形不锈钢圈
16.5 不锈钢钢丝槽
17.6 定位锁紧弹簧
18.7 湿气快固化导热胶料缸
19.8 湿气快固化导热胶料缸把手
20.9 湿气快固化导热胶。
具体实施方式
21.下面结合附图进一步说明本实用新型中的技术方案。
22.不锈钢挤料架的上下两个圆形不锈钢圈4的内外径相等,圆形截面直径为3mm,圆
形不锈钢圈4外径比湿气快固化导热胶料缸7内径小2mm;不锈钢挤料架左右两根不锈钢钢丝槽5垂直连接上下两个圆形不锈钢圈4,左右两根不锈钢钢丝槽5中心距离比圆形不锈钢圈4内径小2mm,不锈钢钢丝槽5深度为2mm,壁厚1mm,不锈钢钢丝槽5高度和不锈钢挤料架高度一致。钢丝在不锈钢挤料架底部围成钢丝环,钢丝环直径比不锈钢挤料架圆形不锈钢圈4内径小2mm,钢丝环引出的钢丝分别通过左右两根不锈钢钢丝槽5向上延伸,左端出来的钢丝尾部弯折成直径5mm的小圈,右端出来尾部钢丝穿过左端钢丝小圈形成钢丝拉手2。真空密封袋2开口朝下穿过不锈钢挤料架底部的交叉钢丝环,套在不锈钢挤料架内部,开口向外翻出10-15厘米,挤料架上部两端的定位锁紧弹簧6挂钩连接固定在湿气快固化导热胶料缸把手8上,然后在定位锁紧弹簧6的正压力下不锈钢挤料架底部贴紧湿气快固化导热胶料缸7底部,不锈钢挤料架被压紧在湿气快固化导热胶料缸7内部,用抽气筒从真空密封袋脱气口3脱除空气,旋紧密封盖,拉紧钢丝拉手1,钢丝环沿着径向方向向料缸底部中央收缩,密封袋开口也向中央收紧,湿气快固化导热胶9被挤入真空密封袋2内部,松开定位锁紧弹簧6,解除不锈钢挤料架正向压力,仍然拉紧钢丝把手1,从湿气快固化导热胶料缸7中取出料转移装置,将料转移装置倒立,松开钢丝拉手1,从料转移装置中取出装有湿气快固化导热胶9的真空密封袋2,将湿气快固化导热胶9从真空密封袋2挤出到导热胶针筒内部,完成湿气快固化导热胶9的转移分装。
技术特征:
1.一种用于小批量湿气快固化型导热胶的料转移装置,其特征在于,其包括一不锈钢挤料架、一钢丝、一真空密封袋、一钢丝拉手和二个定位锁紧弹簧;所述的不锈钢挤料架使用时放置于湿气快固化导热胶料缸内部,高度比湿气快固化导热胶料缸深度高出5厘米;进一步所述的不锈钢挤料架由上下两个圆形不锈钢圈,左右两根不锈钢钢丝槽连接而成,进一步所述的上下两个圆形不锈钢圈的内外径相等,截面为圆形,截面直径为3mm,圆形不锈钢圈外径比湿气快固化导热胶料缸内径小2mm,进一步所述的左右两根不锈钢钢丝槽垂直连接上下两个圆形不锈钢圈,左右两根钢丝槽中心距离比圆形不锈钢圈内径小2mm,钢丝槽深度为2mm,壁厚1mm,钢丝槽高度和不锈钢挤料架高度一致;所述的钢丝在不锈钢挤料架底部围成钢丝环,钢丝环直径比不锈钢挤料架圆形不锈钢圈内径小2mm,钢丝环引出的钢丝分别通过左右两根不锈钢钢丝槽向上延伸,左端出来的钢丝尾部弯折成直径5mm的小圈,右端出来尾部钢丝穿过左端钢丝小圈形成一个钢丝拉手,钢丝拉手逐步拉紧,不锈钢挤料架底部的钢丝环可以逐渐收缩变小;所述的两个定位锁紧弹簧分别固定在不锈钢挤料架的金属圆环左右两端,定位锁紧弹簧自然长度小于金属圆环到湿气快固化导热胶料缸把手之间的距离,定位锁紧弹簧另一端带钩,拉紧勾住湿气快固化导热胶料缸把手,将不锈钢挤料架压紧在湿气快固化导热胶料缸内部;所述的真空密封袋为塑料密封袋或铝箔密封袋,比不锈钢挤料架高度长10-15厘米,开口端向下穿过不锈钢挤料架底部钢丝环,套在不锈钢挤料架内部,真空密封袋向外翻折10-15厘米,密封袋上部有脱气口,脱气口上有密封盖。
技术总结
湿气快固化导热胶表干时间小于10分钟,小批量制作时用手工灌装容易混入气泡产生胶粒影响点胶,用压料机分装容易造成料损和增加管路残胶清理难度。本实用新型提供一种用于小批量湿气快固化型导热胶的料转移装置,其结构包括不锈钢挤料架、真空密封袋、钢丝、钢丝拉手和定位锁紧弹簧,将湿气快固化导热胶从料缸转移到真空密封袋,再转移到点胶针筒,整个过程减少空气接触,避免产生胶粒影响连续点胶,同时不用清理管路中的残胶。不用清理管路中的残胶。不用清理管路中的残胶。
技术研发人员:杨小王
受保护的技术使用者:赛伦(厦门)新材料科技有限公司
技术研发日:2022.01.06
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1