一种应用于激光切割机的气路控制系统的制作方法
本技术涉及激光切割机,更具体地说,涉及一种应用于激光切割机的气路控制系统。
背景技术:
1、随着近几年激光切割机行业的快速发展,激光器功率越做越大,激光切割机的切割能力越来越广泛,为适应激光切割机的多样化切割以达到一个较好的切割断面效果,激光切割机的切割工艺也理应进一步挖掘与完善。其中影响切割效果的一项重要因素就是切割辅助气体的控制,常用的辅助气体有氧气、压缩空气、氮气和氩气等,往往切割不同的材料所需的辅助气体种类是不一样的,通常氧气被用于切割碳钢,压缩空气被用于切割薄板,氮气被用于切割不锈钢及合金材料,而且在激光切割机日常使用时,穿孔与切割时所需的辅助气体压力也有所不同,因此深究研制出一套切割辅助气体控制方案显得大有必要。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种应用于激光切割机的气路控制系统,它可以实现满足高低压自动切换切割的同时,采用了较为经济的低压电气比例阀及低压过滤器,整个气路组合单元成本较少,节约成本。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
5、一种应用于激光切割机的气路控制系统,所述控制系统包括气源端气路控制系统、机床端切割气气路控制系统和机床端喷嘴冷却气气路控制系统。
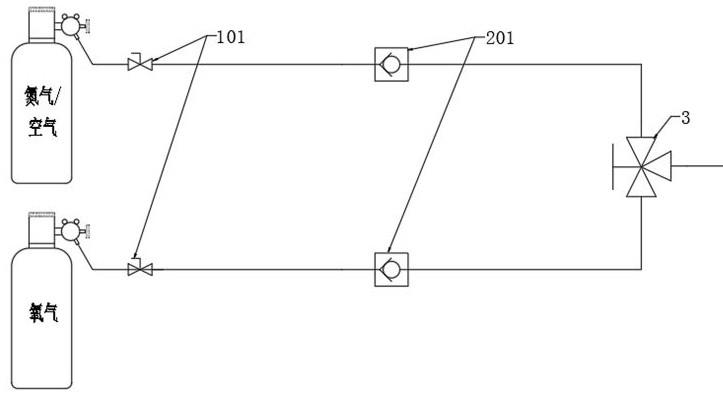
6、进一步的,所述气源端气路控制系统包括两条用于输送气体的支路,所述支路的一端连接有储气罐,每条支路上从储气罐一端向另一端均依次设置高压球阀一和单向阀一,两条所述支路另一端均汇聚在一起并通过三通球阀连通。
7、进一步的,所述气源端气路控制系统的设定输出压力为0.7-2.5mpa。
8、进一步的,所述机床端切割气气路控制系统包括高压球阀二和高压减压阀,所述气源端气路控制系统内部的气体经三通球阀进入高压球阀二再进入高压减压阀一,经由高压减压阀一分出高压端与低压端,所述高压端接有二通电磁阀一,所述低压端依次接有低压减压阀、压力开关、低压过滤器、电气比例阀、二通电磁阀二和单向阀二,所述高压端和低压端最后汇聚并由三通接头接入切割头。
9、进一步的,所述机床端切割气气路控制系统的管路极限压力为3.0mpa。
10、进一步的,所述机床端喷嘴冷却气气路控制系统的气路依次接有高压球阀三、高压减压阀二、压力开关、油雾分离器、二通电磁阀三和节流阀。
11、进一步的,所述机床端喷嘴冷却气气路控制系统稳定供给压力0.7mpa,流量≧0.1m³/min,管路极限压力为1.0mpa。
12、3.有益效果
13、相比于现有技术,本实用新型的优点在于:
14、(1)本方案气源端在氧气及氮气/压缩空气的各个支路都接有单向阀,防止气体回流,避免气体相互混合从而引发的安全隐患。
15、(2)本方案在激光切割机机床端的低压气路端的低压电气比例阀前边接有低压过滤器,防止辅助气体杂质进入电气比例阀,造成电气比例阀的堵塞,增加了电气比例阀的使用寿命,且在低压端接有压力开关,在压力不足时提示低压报警,从而提示操作员注意。
16、(3)本方案在使用压缩空气或氮气切割时,通过控制仅低压电磁阀得电选择低压气路端先进行低压穿孔;再通过控制仅高压电磁阀得电,选择高压气路端进行高压气切割,进而改善板材切割起始的端面纹路效果。
17、(4)本方案相对于市面上的同行的气路控制方案,本专利深究切割过程中,各切割气路控制时序,在满足高低压自动切换切割的同时,采用了较为经济的低压电气比例阀及低压过滤器,整个气路组合单元成本较少,规避了同行中使用三联阀/大流量高压电气比例阀/高压过滤器的较昂贵的气路控制元件,因此在成本上有一定的优势。
技术特征:
1.一种应用于激光切割机的气路控制系统,其特征是:所述气路控制系统包括气源端气路控制系统、机床端切割气气路控制系统和机床端喷嘴冷却气气路控制系统;
2.根据权利要求1所述的一种应用于激光切割机的气路控制系统,其特征在于:所述气源端气路控制系统的设定输出压力为0.7-2.5mpa。
3.根据权利要求1所述的一种应用于激光切割机的气路控制系统,其特征在于:所述机床端切割气气路控制系统的管路极限压力为3.0mpa。
4.根据权利要求1所述的一种应用于激光切割机的气路控制系统,其特征在于:所述机床端喷嘴冷却气气路控制系统稳定供给压力0.7mpa,流量≧0.1m³/min,管路极限压力为1.0mpa。
技术总结
本技术公开了一种应用于激光切割机的气路控制系统,属于激光切割机技术领域,气路控制系统可分为两部分说明:即激光切割机使用辅助气体的气源端与激光切割机机床进气端,辅助气体气源端接有三通球阀3可以选择使用的气体,然后经扣压胶管与激光切割机机床进气端连接,再经过一系列的气路元器件接入激光切割机的切割头,激光切割机机床进气端另接有喷嘴冷却气,它可以实现,满足高低压自动切换切割的同时,采用了较为经济的低压电气比例阀及低压过滤器,整个气路组合单元成本较少,节约成本。
技术研发人员:刘虎清,张成
受保护的技术使用者:沃得精机(中国)有限公司
技术研发日:20221123
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!