一种用于微孔树脂模型注浆的气动控制回路的制作方法
本技术涉及模型注浆,特别涉及一种用于微孔树脂模型注浆的气动控制回路。
背景技术:
1、目前,微孔树脂模型注浆的坯体脱型基本采用手动调压形式,减压后的压缩空气气压受初始气源压力影响较大,当初始气源压力不稳定时,会造成坯体脱型困难或是坯体过脱型,造成坯体损坏,浪费了浆料及电力、人工等成本,坯体良品率低下,所以需要一种技术来弥补这一不足。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题,而提供一种用于微孔树脂模型注浆的气动控制回路。
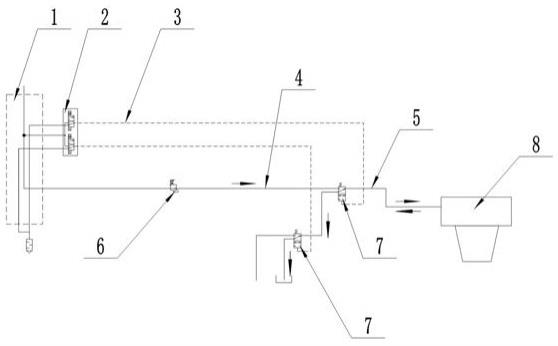
2、为了解决上述问题,本实用新型提供了一种技术方案:一种用于微孔树脂模型注浆的气动控制回路,包括压缩空气供气端、电磁阀、控制气管道、执行气管道、模具管道、电气比例阀和气控三通阀;所述压缩空气供气端通过控制气管道与电磁阀相连通;所述压缩空气供气端通过执行气管道与电气比例阀相连通;所述电磁阀通过控制气管道分别与两个气控三通阀并行联通;所述微孔树脂模型通过模具管道与上端的气控三通阀相连通;两个所述气控三通阀之间通过执行气管道相连通;所述电气比例阀与上端的气控三通阀通过执行气管道相连通。
3、作为优选,所述控制气管道和执行气管道均为高压气管道。
4、作为优选,所述模具管道为防爆管道。
5、本实用新型的有益效果:本实用新型与现有技术相比,电气比例阀由电信号控制,响应速度快,能够根据设定值自动调整脱型、脱水的气压,使脱型、脱水气压稳定,基本不受初始气源压变的影响,通过管道与气控三通阀、微孔树脂模型相连,其原理简单明了,方便接入自动化控制系统,压力自动调整无需人员介入,省时省力提高生产效率及坯体良品率。
技术特征:
1.一种用于微孔树脂模型注浆的气动控制回路,其特征在于:包括压缩空气供气端(1)、电磁阀(2)、控制气管道(3)、执行气管道(4)、模具管道(5)、电气比例阀(6)和气控三通阀(7);
2.根据权利要求1所述的一种用于微孔树脂模型注浆的气动控制回路,其特征在于:所述控制气管道(3)和执行气管道(4)均为高压气管道。
3.根据权利要求1所述的一种用于微孔树脂模型注浆的气动控制回路,其特征在于:所述模具管道(5)为防爆管道。
技术总结
本技术公开了一种用于微孔树脂模型注浆的气动控制回路,包括压缩空气供气端、电磁阀、控制气管道、执行气管道、模具管道、电气比例阀和气控三通阀等;本技术与现有技术相比,电气比例阀由电信号控制,响应速度快,能够根据设定值自动调整脱型、脱水的气压,使脱型、脱水气压稳定,基本不受初始气源压变的影响,通过管道与气控三通阀、微孔树脂模型相连,其原理简单明了,方便接入自动化控制系统,压力自动调整无需人员介入,省时省力提高生产效率及坯体良品率。
技术研发人员:赵祥来,解玉松,张辉,孙艳玲
受保护的技术使用者:唐山贺祥智能科技股份有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!