一种用于磁粉检测的磁悬液配置方法与流程
本发明涉及磁粉检测,具体为一种用于磁粉检测的磁悬液配置方法。
背景技术:
1、目前,磁粉探伤是产品检验过程中的重要步骤之一,磁粉探伤的原理是通过对被检测的工件施加磁场使其磁化,在工件表面和近表面缺陷处将有磁力线逸出工件表面形成漏磁场,有磁极的存在就能吸附施加在工件表面上的磁粉形成聚集磁痕,从而显示出缺陷的存在,磁粉探伤的整体检测过程可实现对工件无伤检测,因此被广泛推广使用,但是进行磁粉探伤必不可少的工具是磁悬液,而现购买来的罐装黑磁悬液多为每罐500ml,单价20元上下,这对于一些磁悬液用量较大的零部件生产而言,加工成本会被大大提升,不利于机械制造业的发展。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种用于磁粉检测的磁悬液配置方法,解决了上述背景技术中提出的问题。
3、(二)技术方案
4、1.为实现上述目的,本发明提供如下技术方案:一种用于磁粉检测的磁悬液配置方法,所述本申请方法配置出的磁粉检测的溶液主要用于非荧光磁粉探伤,适合于被检工件浅色表面,检测后剩余的磁悬液容易处理,且也适用于湿法磁粉探伤,可用于铸锻焊件等铁磁性材料表面和近表面的缺陷检测,具体操作如下:
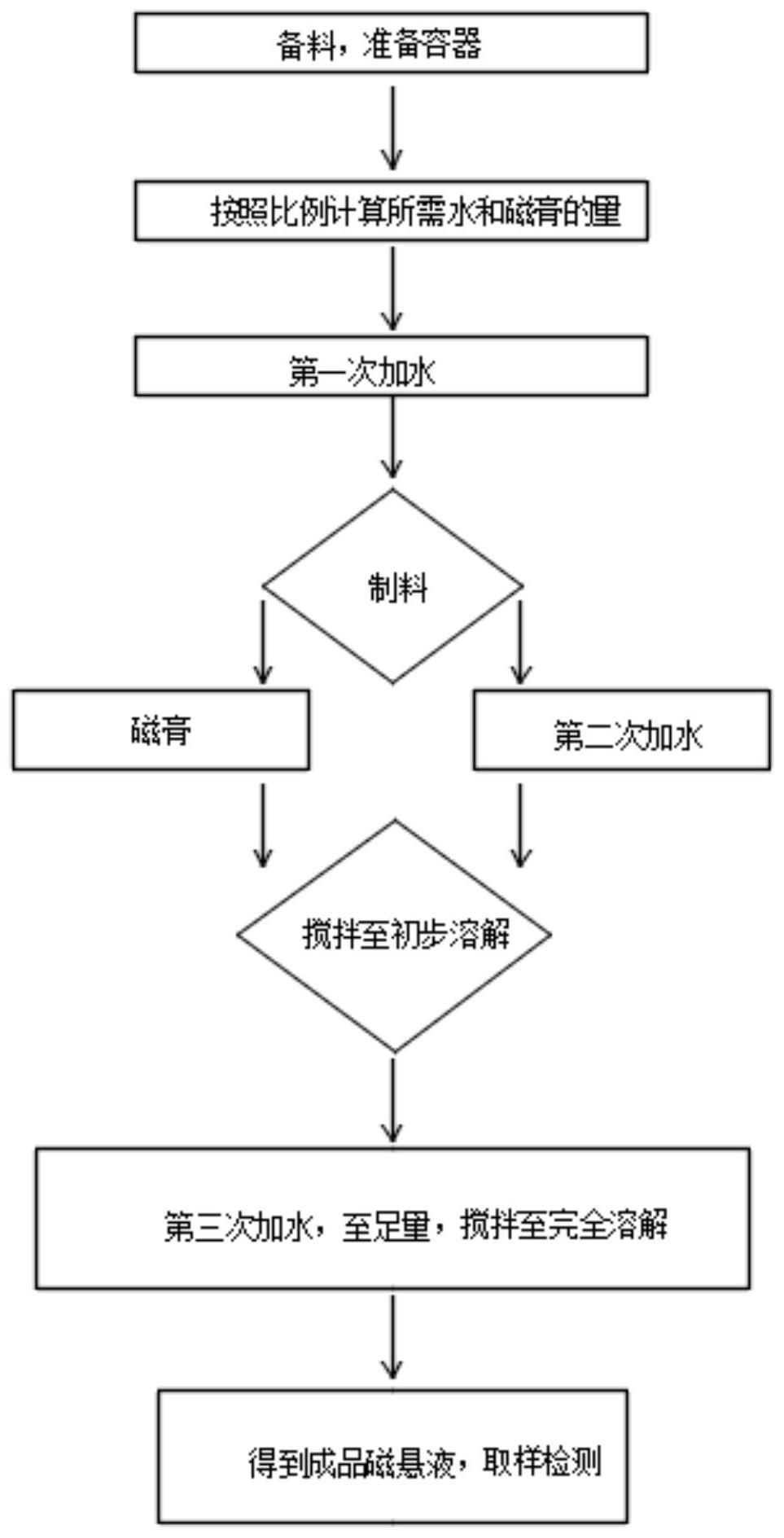
5、第一步:备料,准备容器;
6、第二步:确定磁悬液最终配置量,并按照比例计算所需水和磁膏的量;
7、第三步:向容器第一次加水;
8、第四步:向容器加入磁膏以及第二次加水,两者加入后混合搅拌;
9、第五步:第三次加水,搅拌至完全溶解;
10、第六步:得到成品磁悬液,取样检测。
11、优选的,所述第一步备料过程选择水作为载液。
12、优选的,所述第三步中第一次加水的水量以所加入的水全面覆盖容器底部内壁为准。
13、优选的,所述第四步中磁膏的加入过程以及第二次加水的过程,磁膏与水均采用分批加入的方法,顺序为先磁膏后加水,以此往复。
14、优选的,所述第四步与第五步的作业过程中,物料的加入与搅拌作业是同时进行,且搅拌的速度均要保持匀速。
15、优选的,所述第三步、第四步、第五步三个步骤的加入比例为1:5:4,且三个步骤的加水总量不能超过总用水量。
16、(三)有益效果
17、本发明具备以下有益效果:
18、(1)该用于磁粉检测的磁悬液配置方法,通过编定磁膏与水的最佳比例和配置操作规范,使检验人员在使用时可直接进行配置,提高效率。
19、(2)该用于磁粉检测的磁悬液配置方法,可应用在磁悬液的配置过程中,通过将磁膏和水按照本发明的配比进行灵活调配,可以迅速配置出可用磁悬液,其效果与购买的成品磁悬液相同,从而达到降本的作用。
20、(3)该用于磁粉检测的磁悬液配置方法,采用水为载液。原因是水基磁悬液检验灵敏度高,粘性小,有利于快速检验。可能存在的问题是会使试块生锈,但由于磁膏中已含有防锈剂成份,这个问题可以忽略不计。已在实际生产过程中验证。同时水比油更易获取,储存更安全。
21、(4)该用于磁粉检测的磁悬液配置方法,选用的沉淀浓度为1.3ml/100ml。原因是磁粉探伤的原理是通过缺陷处形成的漏磁场使磁悬液中的磁粉聚集从而显示缺陷。即探伤效果好坏与磁粉浓度有关。浓度过低灵敏度不足,过高则辨识度低。国内工业用非荧光磁悬液沉淀浓度范围为1.0-2.4ml/100ml。根据实际检测需求,最终确定配方浓度为1.3ml/100ml。此浓度可以保证检测正常进行,检测结果清晰有效,同时也适用于绝大部分产品的非荧光磁粉检测。
技术特征:
1.一种用于磁粉检测的磁悬液配置方法,其特征在于:所述本申请方法配置出的磁粉检测的溶液主要用于非荧光磁粉探伤,适合于被检工件浅色表面,检测后剩余的磁悬液容易处理,且也适用于湿法磁粉探伤,可用于铸锻焊件等铁磁性材料表面和近表面的缺陷检测,具体操作如下:
2.根据权利要求1所述的一种用于磁粉检测的磁悬液配置方法,其特征在于:所述第一步备料过程选择水作为载液。
3.根据权利要求1所述的一种用于磁粉检测的磁悬液配置方法,其特征在于:所述第三步中第一次加水的水量以所加入的水全面覆盖容器底部内壁为准。
4.根据权利要求1所述的一种用于磁粉检测的磁悬液配置方法,其特征在于:所述第四步中磁膏的加入过程以及第二次加水的过程,磁膏与水均采用分批加入的方法,顺序为先磁膏后加水,以此往复。
5.根据权利要求1所述的一种用于磁粉检测的磁悬液配置方法,其特征在于:所述第四步与第五步的作业过程中,物料的加入与搅拌作业是同时进行,且搅拌的速度均要保持匀速。
6.根据权利要求1所述的一种用于磁粉检测的磁悬液配置方法,其特征在于:所述第三步、第四步、第五步三个步骤的加入比例为1:5:4,且三个步骤的加水总量不能超过总用水量。
技术总结
本发明公开了一种用于磁粉检测的磁悬液配置方法,所述本申请方法配置出的磁粉检测的溶液主要用于非荧光磁粉探伤,适合于被检工件浅色表面,检测后剩余的磁悬液容易处理,且也适用于湿法磁粉探伤,可用于铸锻焊件等铁磁性材料表面和近表面的缺陷检测,具体操作如下:第一步:备料,准备容器,所述第一步备料过程选择水作为载液。该用于磁粉检测的磁悬液配置方法,通过编定磁膏与水的最佳比例和配置操作规范,使检验人员在使用时可直接进行配置,提高效率,且应用在磁悬液的配置过程中,通过将磁膏和水按照本发明的配比进行灵活调配,可以迅速配置出可用磁悬液,其效果与购买的成品磁悬液相同,从而达到降本的作用。
技术研发人员:高尉钧,郑建勋,王晓妹
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!