一种复合材料试验件制备工艺方法与流程
本发明涉及复合材料制造,尤其涉及一种复合材料试验件制备工艺方法。
背景技术:
1、复合材料具有密度小、比强度高、比刚度高、优秀的耐腐蚀性及力学性能的可设计性等优点,已经广泛应用于航空航天、船舶、能源化工和汽车等领域。由于复合材料铺层角度的多样性、生产工艺的复杂多序性,使得目前对复合材料力学性能的认识还不成熟,尚未形成比较统一的标准,为了保证复合材料结构的安全性和可靠性,仍需大量的试验来研究其力学性能和破坏规律,为合理描述复合材料的力学性能奠定基础。复合材料力学性能测试的试验件,加工工序多,主要包括层合板热压成型,试验件的机械加工,加强片的胶接,应变片的胶接等。对复合材料力学性能试验件无论是按照国标进行测试还是按照astm标准进行测试,在试验件测试之前,均需胶接加强片以保证测试过程中产生有效的破坏模式,如拉伸性能试样gb/t 1447-2005、压缩性能试样gb/t3856-2005都需要胶接加强片,试验件的厚度不同,加强片的尺寸、厚度、材质等均有所不同。
2、现有技术在实现加强片胶接时需要生产胶接定位夹具,需要采用如图1所示的定位夹具来实现加强片胶接。此类夹具以中心定位凸台为基准,以侧边挡条施加向内的夹紧力固定,最终上下合模胶接。使用定位夹具的不足有:
3、(1)定位夹具的凸台高度限制了加强片叠加胶膜的厚度。若加强片厚度偏低,此时定位夹具的上模无法对试验件施加压力,胶膜层未压实产生大量孔隙,导致试验结果不良;若加强片厚度偏高,胶膜在固化阶段由于具有流动性,此时在合模压力下胶膜容易被挤出胶接面,留在试验件内的胶膜过少,导致试验结果不良;
4、(2)试验件会被流胶覆盖,难以在不伤及试验件纤维的前提下进行打磨清理操作;
5、(3)由于夹具本身重量限制,为了能方便合模,单个夹具尺寸不宜过长,导致单批次可成型的试件数量不多;
6、(3)试验件测试段长度和夹具总长需要在设计定位夹具时限定,对于不同尺寸要求的试片需要定制规格不同的夹具,加之单批次可成型试件数量不多,导致定制夹具的生产成本高,周期长。
7、因此亟需一种复合材料试验件制备工艺方法以解决上述问题。
技术实现思路
1、本发明提供一种复合材料试验件制备工艺方法,在制备试验件时避免使用胶接定位夹具,能够稳定控制胶膜分布均匀,降低生产成本,提高制作效率。
2、本发明采用以下技术方案:
3、一种复合材料试验件制备工艺方法,包括如下步骤:
4、制备胶接夹装件:在第一加强片上粘贴胶膜,将该第一加强片与测试试片的单侧长边对齐后粘贴于测试试片上,对该胶膜施压固定,在该测试试片上铺贴脱模布,以该第一加强片长边为定位基准在该脱模布上放置辅助定位条,以该辅助定位条的长边为定位基准在该测试试片上粘贴第二加强片,制得胶接夹装件;
5、制备胶接夹装组件:在该胶接夹装件外包裹隔离膜,制得胶接夹装组件;
6、制备真空袋装:将该胶接夹装组件装在真空袋内并抽真空,制得真空袋装;
7、固化:检查该真空袋装的空气泄露情况,达到预设要求后进行固化;
8、脱模:固化完成后,去除该真空袋、该辅助定位条和该脱模布,获得试验件。
9、作为可选方案,在该制备胶接夹装件步骤前还包括:
10、制备辅助定位条:该辅助定位条由刚性材料制成,该辅助定位条的长度大于该测试试片的长度。
11、作为可选方案,在该制备辅助定位条步骤后还包括:对该辅助定位条涂刷脱模剂并作干燥处理。
12、作为可选方案,该制备胶接夹装件步骤包括:在该脱模布上通过柔性弹力胶带固定该辅助定位条。
13、作为可选方案,该制备胶接夹装组件步骤还包括:使用压敏胶带固定该胶接夹装组件。
14、作为可选方案,该制备胶接夹装件步骤还包括:在该测试试片的另一面粘贴第三加强片、辅助定位条和第四加强片:在第三加强片上粘贴胶膜,将该第三加强片与测试试片的单侧长边对齐后粘贴于该测试试片上,对该胶膜施压固定,在该测试试片上铺贴脱模布,以该第三加强片长边为定位基准在该脱模布上放置该辅助定位条,以该测试试片此面上的该辅助定位条的长边为定位基准在该测试试片上粘贴第四加强片,制得胶接夹装件。
15、作为可选方案,在该制备真空袋装步骤前还包括:在该胶接夹装组件外包裹透气材料。
16、作为可选方案,该制备真空袋装步骤还包括:将多个该胶接夹装组件以该透气材料为抵接面层叠,装在真空袋内并抽真空,制得真空袋装。
17、作为可选方案,该制备真空袋装步骤包括:在该真空袋内安装多个真空嘴,并抽真空,制得真空袋装。
18、作为可选方案,在该脱模步骤后还包括:以该试验件短边为定位基准,分切该测试试片。
19、本发明的有益效果为:
20、本发明提供的复合材料试验件制备工艺方法通过胶膜将第一加强片粘贴于测试试片上,铺贴脱模布后以第一加强片长边为基准放置辅助定位条,再以辅助定位条长边为基准粘贴第二加强片,制得胶接夹装件。在胶接夹装件外包裹隔离膜后通过真空袋抽真空,进行固化脱模,以获得力学性能测试的试验件。通过真空袋来压制胶接夹装组件能保证胶膜流胶稳定,使流胶层分布均匀,避免出现胶膜孔隙或者缺胶的情况。通过铺贴脱模布来防止流胶覆盖测试段。此外,通过本发明提供的复合材料试验件制备工艺方法制备试验件能够避免定制和使用胶接夹具,批次能够成型多个试验件,而不受夹具规格的限制,从而降低了成本,提高制作试验件的效率。
技术特征:
1.一种复合材料试验件制备工艺方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,在所述制备胶接夹装件步骤前还包括:
3.根据权利要求2所述的复合材料试验件制备工艺方法,其特征在于,在所述制备辅助定位条(900)步骤后还包括:对所述辅助定位条(900)涂刷脱模剂并作干燥处理。
4.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,所述制备胶接夹装件步骤包括:在所述脱模布上通过柔性弹力胶带固定所述辅助定位条(900)。
5.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,所述制备胶接夹装组件步骤还包括:使用压敏胶带固定所述胶接夹装组件。
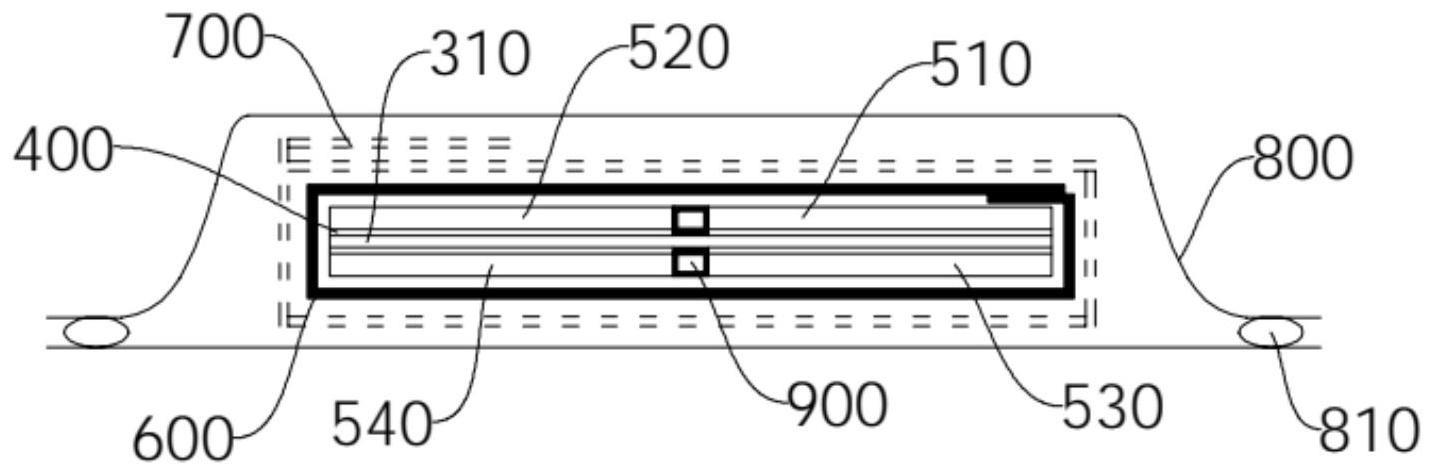
6.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,所述制备胶接夹装件步骤还包括:在所述测试试片(300)的另一面粘贴第三加强片(530)、所述辅助定位条(900)和第四加强片(540):在所述第三加强片(530)上粘贴所述胶膜(400),将所述第三加强片(530)与所述测试试片(300)的单侧长边对齐后粘贴于所述测试试片(300)上,对所述胶膜(400)施压固定,在所述测试试片(300)上铺贴所述脱模布,以所述第三加强片(530)长边为定位基准在所述脱模布上放置所述辅助定位条(900),以所述测试试片(300)此面上的所述辅助定位条(900)的长边为定位基准在所述测试试片(300)上粘贴所述第四加强片(540),制得所述胶接夹装件。
7.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,在所述制备真空袋装步骤前还包括:在所述胶接夹装组件外包裹透气材料(700)。
8.根据权利要求7所述的复合材料试验件制备工艺方法,其特征在于,所述制备真空袋装步骤还包括:将多个所述胶接夹装组件在同一平面上以所述透气材料(700)为抵接面并列排放,装在所述真空袋(800)内并抽真空,制得真空袋装。
9.根据权利要求8所述的复合材料试验件制备工艺方法,其特征在于,所述制备真空袋装步骤包括:在所述真空袋(800)内安装多个真空嘴,并抽真空,制得所述真空袋装。
10.根据权利要求1所述的复合材料试验件制备工艺方法,其特征在于,在所述脱模步骤后还包括:以所述试验件短边为定位基准,分切所述测试试片(300)。
技术总结
本发明涉及复合材料制造领域,尤其涉及一种复合材料试验件制备工艺方法。本发明的复合材料试验件制备工艺方法通过胶膜将第一加强片粘贴于测试试片上,铺贴脱模布后以第一加强片长边为基准放置辅助定位条,再以辅助定位条长边为基准粘贴第二加强片,制得胶接夹装件。在胶接夹装件外包裹隔离膜后向真空袋抽真空,进行固化脱模,以获得力学性能测试的试验件。通过真空袋来压制胶接夹装组件能保证胶膜流胶稳定,使流胶层分布均匀,避免出现胶膜孔隙或者缺胶的情况。通过铺贴脱模布来防止流胶覆盖测试段。此外,本发明的工艺方法能够避免定制和使用胶接夹具,批次能够成型多个试验件,而不受夹具规格的限制,从而降低了成本,提高制作试验件的效率。
技术研发人员:李颖,薛昊飞,喻赛君,刘军,彭丹丹
受保护的技术使用者:上海飞机制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!