一种倒圆台形工件锥度检测工装的制作方法
1.本实用新型涉及工装夹具领域,具体涉及一种倒圆台形工件锥度检测工装。
背景技术:
2.机械制造领域,经常会加工一些圆台形的零件,圆台形工件的侧壁具有锥度。现有技术中通常利用游标卡尺量取底部圆尺寸和顶部圆尺寸,利用高度尺量取高度,进行数学计算斜度,看结果是否符合要求,这样的方法存在以下问题:一、工件底部圆和顶部圆都存在自然圆角,因此量出的尺寸均不是真实尺寸,导致计算的锥度也不是真实锥度;二、数学三角函数计算繁琐复杂,费时费力。因而,如何通过一种锥度检测工装能直接检测加工零件锥度是否符合要求,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
3.为解决以上技术问题,本实用新型的主要目的是提供一种倒圆台形工件锥度检测工装,用于快速检测倒圆台形工件的锥度。
4.为了达到上述目的,本实用新型采用以下技术方案予以解决。
5.一种倒圆台形工件的锥度检测工装,倒圆台形工件包含顶圆、底圆和工件斜侧壁;锥度检测工装包括盘状底座,盘状底座的中心设置有与工件的形状匹配的容纳区,容纳区包含容纳区斜侧壁,容纳区的锥度等于倒圆台形工件的设计锥度,容纳区斜侧壁的根部设置有清角槽。
6.进一步的,盘状底座内设置有基准台,基准台的与倒圆台形工件的高度相等。
7.进一步的,还包括圆压板,圆压板的上表面中心设置有手柄。
8.进一步的,圆压板具有多个基准厚度规格。
9.进一步的,盘状底座的底部设置有排气孔。
10.进一步的,容纳区斜侧壁的内表面设置有排气槽。
11.本实用新型技术方案相对于现有技术而言,具有以下优点:一、盘状底座的加工精度高于倒圆台工件的精度要求,检验时不用直接测量高度、斜度尺寸,因而检测速度加快;二、检验中避免了复杂的数学三角函数计算过程。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
13.图1为本实用新型倒圆台形工件的立体示意图;
14.图2为本实用新型倒圆台形工件的正视剖面图;
15.图3为本实用新型倒圆台形工件的锥度检测工装一种实施例的立体示意图;
16.图4为本实用新型倒圆台形工件的锥度检测工装一种实施例的正视剖面图;
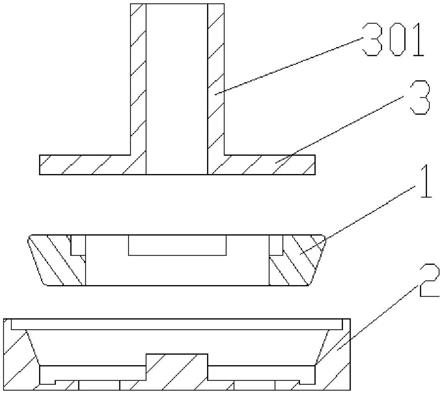
17.图5为用倒圆台形工件的锥度检测工装检测倒圆台形工件时的分解图;
18.图6为用倒圆台形工件的锥度检测工装检测倒圆台形工件时的组合图。
19.在以上图中:
20.1倒圆台形工件;101顶圆;102底圆;103工件斜侧壁;
21.2盘状底座;201容纳区;202容纳区斜侧壁;203清角槽;204基准台;205排气孔;206排气槽;
22.3圆压板;301手柄。
具体实施方式
23.为了使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
24.在以下描述中阐述了具体细节以便于充分理解本实用新型。但是本实用新型能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广。因此本实用新型不受下面公开的具体实施方式的限制。
25.一种倒圆台形工件的锥度检测工装,参考图1和图2,所述倒圆台形工件1包含顶圆101、底圆102和工件斜侧壁103;参考图3和图4,所述锥度检测工装包括盘状底座2,所述盘状底座2的中心设置有与工件的形状匹配的容纳区201,容纳区201的锥度等于倒圆台形工件1的设计锥度,所述容纳区斜侧壁202的根部设置有清角槽203。
26.以上实施例中,参考图5和图6,倒圆台形工件1的锥度检测工装的容纳区201的锥度采用精度更高的加工设备加工,作为检具。由于容纳区201为上部大下部小的漏斗形,倒圆台形工件1放进去越挤越紧,如果工件的底部有毛刺或者圆角较小,与容纳区201的侧部或底部碰撞干涉,均不能真实反映倒圆台形工件1的锥度。因此在容纳区201的根部设置一圈清角槽203。
27.进一步的,所述盘状底座2内设置有基准台204,所述基准台204的与倒圆台形工件1的高度相等。
28.以上实施例中,在圆盘状底座2内设置基准台204,基准台204与倒圆台形工件1的高度相等,实际批量生产中,检验不仅要快,而且要精准,设置基准台204,并且用更高精度的加工设备加工精准台,在使用时,倒圆台形工件1放入圆盘状底座2内,如果倒圆台形工件1合格,倒圆台形工件1与基准台204平齐,用高度尺可以顺利从倒圆台形工件1滑至基准台204;如果倒圆台形工件1不合格,用肉眼可看出倒圆台形工件1哪里不平整,重点加强检测不合格的地方。基准台204的设置可以显著提高检验速度。
29.进一步的,还包括圆压板3,所述圆压板3的上表面中心设置有手柄301。所述圆压板3具有多个基准厚度规格。
30.以上实施例中,对于个别特殊的倒圆台形工件1,如果工装不合适,不利于高度尺直接量取,圆压板3的设置可以方便间接测量倒圆台形工件1。通常原压板的厚度采用更高一级的加工设备加工,原压板可以制作成5mm、10mm、15mm等基准厚度。
31.进一步的,所述盘状底座2的底部设置有排气孔205。
32.倒圆台形工件1放入圆盘状底座2,或将倒圆台形工件1从圆盘状底座2里面取出,
如果盘状底座2是封闭的,会不容易放入或不容易拿出,在以上实施例中,在圆盘状底座2的底部设置排气孔205,保持盘状底座2与外界气压平衡,可加速倒圆台形工件1放入圆盘状底座2,或将倒圆台形工件1从圆盘状底座2里面取出。
33.进一步的,所述容纳区斜侧壁202的内表面设置有排气槽206。倒圆台形工件1的工件斜侧壁103如果加工精度要求较高,会与盘状底座2容纳区201的工件斜侧壁103紧密接触,产生较大吸附力,将倒圆台形工件1与盘状底座2紧密吸附,在容纳区斜侧壁202上设置排气槽206,可解决此问题。
34.虽然,本说明书中已经用一般性说明及具体实施方案对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员是显而易见的。因此,在不偏离本实用新型的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
技术特征:
1.一种倒圆台形工件锥度检测工装,其特征在于,所述倒圆台形工件(1)包含顶圆(101)、底圆(102)和工件斜侧壁(103);所述锥度检测工装包括盘状底座(2),所述盘状底座(2)的中心设置有与工件的形状匹配的容纳区(201),所述容纳区(201)包含容纳区斜侧壁(202),容纳区(201)的锥度等于倒圆台形工件(1)的设计锥度,所述容纳区斜侧壁(202)的根部设置有清角槽(203)。2.根据权利要求1所述的倒圆台形工件锥度检测工装,其特征在于,所述盘状底座(2)内设置有基准台(204),所述基准台(204)的与倒圆台形工件(1)的高度相等。3.根据权利要求2所述的倒圆台形工件锥度检测工装,其特征在于,还包括圆压板(3),所述圆压板(3)的上表面中心设置有手柄(301)。4.根据权利要求3所述的倒圆台形工件锥度检测工装,其特征在于,所述圆压板(3)具有多个基准厚度规格。5.根据权利要求1所述的倒圆台形工件锥度检测工装,其特征在于,所述盘状底座(2)的底部设置有排气孔(205)。6.根据权利要求1所述的倒圆台形工件锥度检测工装,其特征在于,所述容纳区斜侧壁(202)的内表面设置有排气槽(206)。
技术总结
本实用新型涉及工装夹具领域,公开了一种倒圆台形工件的锥度检测工装,倒圆台形工件包含顶圆、底圆和工件斜侧壁;锥度检测工装包括盘状底座,盘状底座的中心设置有与工件的形状匹配的容纳区,容纳区包含容纳区斜侧壁,容纳区的锥度等于倒圆台形工件的设计锥度,容纳区斜侧壁的根部设置有清角槽。进一步的,盘状底座内设置有基准台,基准台的与倒圆台形工件的高度相等。本实用新型技术方案相对于现有技术而言,具有以下优点:一、盘状底座的加工精度高于倒圆台工件的精度要求,检验时不用直接测量高度、斜度尺寸,因而检测速度加快;二、检验中避免了复杂的数学三角函数计算过程。避免了复杂的数学三角函数计算过程。避免了复杂的数学三角函数计算过程。
技术研发人员:范森利 马文娟 王行之 宋乐 柴光荣 付瑶 陈晓晓 李振宇
受保护的技术使用者:陕西华夏粉末冶金有限责任公司
技术研发日:2021.04.01
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1